Proč se elektroda lepí a jak se tomu vyhnout

Zvažme následující otázky: proč se elektroda při svařování lepí, hlavní důvody pro výskyt takového negativního procesu a způsoby, jak jej odstranit.

Přilepení elektrody ke kovovému povrchu je poměrně běžný a nepohodlný jev. Nejčastěji se tento problém vyskytuje u začínajícího svářeče. Pokud je elektroda přilepená, je poměrně obtížné ji odtrhnout kvůli zkratu, povlak spadne a pro domácí síť to může vést k přetížení.
Příčiny lepení elektrod
Nejčastěji k tomuto jevu dochází při použití transformátorových svařovacích strojů, které mají méně přesné nastavení režimu.
Moderní invertory často disponují dodatečnou funkcí proti přilepení. Princip jeho činnosti je založen na pulzním zvýšení síly proudu při zapichování elektrody do kovu. Díky tomu oblouk nezhasne a nedojde ke zkratu. Stává se však, že se elektroda při svařování s invertory s funkcí proti přilepení přilepí. Nemusí se nutně jednat o závadu výrobce zařízení, důvody jsou jednodušší.
Surové elektrody
Samotná elektroda se skládá z kovové tyče a povlaku. Povlak je zase vyroben z jemného prášku. Tento nátěr je citlivý na atmosférickou vlhkost. I když je v místnosti mírná vlhkost, v průběhu času elektrody stále zvlhnou. Výrobci obvykle dodatečně uzavírají obaly spotřebním materiálem v polyetylenu. V takové nádobě mohou být perfektně skladovány po dlouhou dobu. Porušení celistvosti obalu však povede k postupnému hromadění vlhkosti v nátěru. Vlhké elektrody se budou při zapalování oblouku neustále lepit.
Nízká kvalita elektrod
Elektroda se často přilepí, když je její typ nesprávně vybrán ke konkrétnímu kovu.

Pro svařování hrubé oceli, nerezové oceli nebo hliníku je třeba používat typy spotřebních materiálů určených pro práci s tímto materiálem. K lepení také často dochází, pokud používáte elektrody neznámého původu a pochybných výrobců. Existuje spousta levného spotřebního materiálu, který je vyroben z nevhodných materiálů. A složení jejich tyčí a povlaku nemusí odpovídat požadavkům.
Nesprávné nastavení stroje
To je také poměrně častá příčina lepení při zapalování oblouku. Na začátku procesu svařování musíte přesně odhadnout tloušťku kovu, který bude svařován, vybrat vhodný průměr spotřebního materiálu a nastavit určitý výkon.
Nízký proud nepomůže zapálit oblouk, ale jen mírně roztaví špičku tyče, která se přilepí na povrch.
Nevyčištěný kov a nesprávné zapálení oblouku
Znečištěný povrch dílů neusnadňuje správný kontakt držáku hmoty s ním a vlastně elektrody samotné. Když se pokusíte zapálit oblouk, může zhasnout a povlak může začít opadávat. Další akce povedou k přilepení špičky prutu. Často, při absenci zkušeností, dochází k lepení v důsledku nesprávného zapálení oblouku. Poklepáním špičkou tyče na obrobek se elektroda zdrží na povrchu příliš dlouho. Dojde ke zkratu, kov se v tomto místě rychle zahřeje a připájí tyč k povrchu.
Pro začínající svářeče je nejlepší naučit se zapálit oblouk nikoli poklepáním, ale úderem spotřebovávané tyče o povrch.
To jsou hlavní příčiny lepení při svařování. Jak se jim lze vyhnout?
Jak odstranit lepení elektrod
Odstranění jevu lepení je poměrně jednoduché. K tomu je třeba použít vysoce kvalitní spotřební materiál, nastavit požadovaný režim a připravit díly před svařováním. A samozřejmě budete potřebovat trochu zkušeností se zapalováním oblouku.
Příprava elektrod
Pokud se při svářečských pracích používají spotřební materiály, které byly v uzavřených obalech, lze je bezpečně používat. Neudrží se, pokud budou dodržena všechna ostatní pravidla. Pokud je těsnění porušeno, po 8-10 hodinách bude nutné další sušení nátěru. Procento přípustné vlhkosti v nátěru je uvedeno na obalu. V každodenních podmínkách to samozřejmě měřit nejde. Před zahájením svařovacích prací však musí být spotřební materiál, který nějakou dobu ležel, kalcinován v peci.

Pro kalcinaci spotřebního materiálu se používají speciální elektrické pece, které umožňují ohřívání tyčí v teplotním rozsahu od 100 do 400 stupňů. Do jaké míry je potřeba zahřát, záleží na typu. Elektrody s různým označením mají různé meze ohřevu. Vzhledem k tomuto faktoru nelze pro kalcinaci použít konvenční plamenovou pec. Oheň nezajistí požadovanou teplotu a rovnoměrné vytápění. V tomto případě nejsou povoleny více než tři doby ohřevu. Pokud více, pak se takový spotřební materiál stane nevhodným pro práci.
Před kalcinací musí být elektrody suché!
Po vysušení mohou být použity k určenému účelu.

Nastavení hardwaru
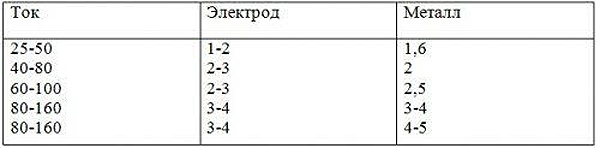
Správně nastavená síla proudu přispívá nejen k absenci lepení, ale také ke kvalitnímu procesu svařování. Hlavní parametry, které je třeba dodržovat, jsou uvedeny v tabulce. Ale to jsou pouze přibližné údaje, přesnější se nastavují během procesu svařování.
Příprava a zapálení oblouku Zkušenější svářeči již znají možnosti svého stroje a nastavují nastavení v souladu s požadavky. Pokud máte málo zkušeností, můžete si režim upravit experimentálně. Začněte s nízkým výkonem a podle potřeby zvyšujte proud.
Kov musí být očištěn od různých typů znečištění. V místě, kde bude držák hmoty instalován, je potřeba provést důkladné vyčištění (zejména odstranit barvu a vrstvu rzi).
Aby nedošlo k přilepení, musíte oblouk správně zapálit. K tomu je špička tyče poklepána na kov nebo udeřena. Při vzplanutí oblouku je nutné zajistit jeho požadovanou délku. Obvykle je toto číslo 1-1,5násobek průměru spotřebního materiálu. Pokud se tento proces provádí pomalu, elektroda se přilepí.
Pro začínajícího svářeče je lepší tuto dovednost trénovat údery. Technologicky je tento proces podobný zapalování zápalky, konec tyče je tažen plynulým pohybem po povrchu součásti. Poté musíte nakreslit šev v požadovaném směru. Dodržováním všech těchto pravidel se vám podaří obejít fenomén lepení elektrody na kov.

Elektroda se neustále lepí na kov – jaký by mohl být důvod. Síťové napájení, výstupní napětí, elektrody, svařovací proud a další. Pokud chyba přetrvává: proveditelnost opravy.
Moderní funkční měniče mají užitečnou vlastnost – Arc Force. Jeho podstatou je přidat ampéry, pokud se elektroda během pracovního procesu začne lepit na kov. Krátkodobé zvýšení proudu zabrání přilepení elektrody a nedojde k přerušení svařovacího procesu. Z různých důvodů však stále dochází k častému lepení a Arc Force nepomůže. Začínající svářeči se s tímto problémem často setkávají.
Zdroj napájení
Svařovací proces je přerušen kvůli přilnutí elektrody ke kovu. Ale zároveň je správně nastavena síla proudu, nedochází k chybám v iniciaci a vedení svařovacího oblouku. Problém, se kterým se potýkají nejen začátečníci, ale i zkušení svářeči. Jedním z důvodů je nestabilní napájení. Před odesláním měniče na diagnostiku se ujistěte, že síťové napětí je v normálních mezích. V soukromých domech se může prohýbat a skoky jsou také poměrně častým jevem. Z tohoto důvodu je lepení docela možné.
Výstupní napětí
S napájením je vše v pořádku, ale přilepení vám stále brání v klidném svařování – zkontrolujte výstupní napětí, tedy to, co prochází svařovacími dráty.
Ke ztrátě výstupního napětí často dochází kvůli nekvalitnímu zapojení v obvodu – kontakty držáku, zemnicí svorka, rychloupínací svorky. Kromě toho může být problém spojen s poškozenými svařovacími kabely a prodlužovacími kabely a také s malým průřezem vodičů nebo překročením maximální povolené délky.
Pro zajištění spolehlivosti všech kontaktů byste měli používat vodiče doporučené výrobcem svařovacího zařízení.
Elektrody
Velmi často je lepení spojeno s elektrodami. Jsou možné následující situace:

- Spotřební materiál je vlhký.
- Elektrody nejsou správně vybrány.
- Kvalita spotřebního materiálu ponechává mnoho požadavků.
Elektroda pro konvenční ruční obloukové svařování je kovová tyč se speciálním povlakem. Pokud je skladován bez vhodného obalu nebo ve vlhkém prostředí, nátěr absorbuje vlhkost a ztratí své vlastnosti, což může způsobit přilepení během používání.
Nesprávný výběr elektrody může také vést k přilepení. Vyrábí se široká škála značek spotřebního materiálu, které jsou určeny pro určité druhy svařování a mají své vlastní vlastnosti. Některé fungují pouze na stejnosměrný proud, zatímco jiné fungují na střídavý nebo stejnosměrný proud. Je také důležité zvážit, s jakou polaritou má produkt plus nebo mínus nejlepší výkon.
Základem je průměr elektrody.
Volba příliš silné tyče pro svařování tenkých dílů může způsobit problémy s lepením. V tomto případě se proud často snižuje, aby nedošlo k propálení tenkého kovu. V tomto případě vznikají potíže s udržením stabilního oblouku.
Průměr elektrod by měl být vybrán na základě tloušťky kovu. Například pro kov 3-4 mm je docela vhodný spotřební materiál „trojky“, od 4 do 6 mm – o průměru 4 mm.
Svařovací proud
Další častou příčinou přilepení elektrody je nesprávně nastavený svařovací proud.
Kolik ampérů je potřeba k vytvoření švu bez problémů – záleží na:
- tloušťka svařovaného materiálu,
- Průměr elektrody,
- Svařovací polohy.
Pokud je proud příliš nízký, může roztavit hrot elektrody, ale nezapálí oblouk.
Před zahájením práce je nutné vyhodnotit tloušťku materiálu, vybrat elektrodu vhodného průměru a nastavit vhodnou hodnotu proudu. Výrobci obvykle uvádějí doporučený rozsah na obalu elektrody.
Příprava a postup svařování
Elektroda se přilepí – svářeč možná není na práci správně připraven.
Před svařováním je nutné kov očistit, odstranit z povrchů vše, co by mohlo nějakým způsobem narušovat iniciaci oblouku a vedení švu.

Pokud je povrch svařovaného kovu rezavý nebo špinavý, bude zapálení oblouku obtížné. Během provozu může oblouk zhasnout a potom se povlak elektrody zničí. Pak se to lepí.
Dalším důvodem je porušení technologie. Například nesprávné zapalování. Začínající svářeči často dělají chybu: při startování silně klepou špičkou elektrody na součást. V důsledku zkratu se kov rychle zahřeje, elektroda se okamžitě přilepí a není možné ji provozovat.
Nebo nedodržení vzdálenosti od hrotu elektrody k povrchu svařovaného díla. Pokud tyč přiblížíme příliš blízko, zasekne se. Silou to oddálíme a oblouk zhasne. Důležitá je rovnováha.
Dbáme tedy na to, aby nastavení svařovacího proudu odpovídalo typu použité elektrody a tloušťce kovu. Silnější elektrody vyžadují k roztavení vysoký svařovací proud.
Pokud se elektroda rozpadla nebo zrezivěla, vyměníme ji za novou.
Před svařováním odstraňte z kovu rez, nečistoty, olej a veškeré cizí příměsi.
Hlupáka správně svítíme ne údery, ale úderovou metodou. Pohybujeme elektrodou po povrchu součásti, jako bychom zapalovali zápalku. Když se oblouk rozsvítí, nakloňte jej pod úhlem asi 15 stupňů dozadu a sešijte šev vhodnou technikou, například rybí kostí, spirálou nebo osmičkou.
Dodržujeme přijatelnou vzdálenost od hrotu elektrody k povrchu kovu, aby oblouk nezhasl, kov se roztavil a nedocházelo k lepení.
Pokud nic z výše uvedeného nepomůže, kontaktujte servisní středisko. Možná je problém v regulátoru proudu, kabelech, transformátoru. Oprava svařovacího zařízení s touto poruchou je běžná. Servisní středisko dokáže poruchu identifikovat a opravit během jednoho nebo dvou dnů a poskytnout záruku na provedenou práci až 12 měsíců. S odepisováním zařízení proto nespěchejte, určitě jej můžete rychle, levně a efektivně obnovit!
Elektroda se přilepí na kov: jaký by mohl být důvod a jak problém vyřešit
Moderní funkční měniče mají užitečnou vlastnost – Arc Force. Jeho podstatou je přidat ampéry, pokud se elektroda během pracovního procesu začne lepit na kov. Krátkodobé zvýšení proudu zabrání přilepení elektrody a nedojde k přerušení svařovacího procesu. Z různých důvodů však stále dochází k častému lepení a Arc Force nepomůže. Začínající svářeči se s tímto problémem často setkávají.
Zdroj napájení
Svařovací proces je přerušen kvůli přilnutí elektrody ke kovu. Ale zároveň je správně nastavena síla proudu, nedochází k chybám v iniciaci a vedení svařovacího oblouku. Problém, se kterým se potýkají nejen začátečníci, ale i zkušení svářeči. Jedním z důvodů je nestabilní napájení. Před odesláním měniče na diagnostiku se ujistěte, že síťové napětí je v normálních mezích. V soukromých domech se může prohýbat a skoky jsou také poměrně častým jevem. Z tohoto důvodu je lepení docela možné.
Výstupní napětí
S napájením je vše v pořádku, ale přilepení vám stále brání v klidném svařování – zkontrolujte výstupní napětí, tedy to, co prochází svařovacími dráty.
Ke ztrátě výstupního napětí často dochází kvůli nekvalitnímu zapojení v obvodu – kontakty držáku, zemnicí svorka, rychloupínací svorky. Kromě toho může být problém spojen s poškozenými svařovacími kabely a prodlužovacími kabely a také s malým průřezem vodičů nebo překročením maximální povolené délky.
Pro zajištění spolehlivosti všech kontaktů byste měli používat vodiče doporučené výrobcem svařovacího zařízení.
Elektrody
Velmi často je lepení spojeno s elektrodami. Jsou možné následující situace:
- Spotřební materiál je vlhký.
- Elektrody nejsou správně vybrány.
- Kvalita spotřebního materiálu ponechává mnoho požadavků.
Elektroda pro konvenční ruční obloukové svařování je kovová tyč se speciálním povlakem. Pokud je skladován bez vhodného obalu nebo ve vlhkém prostředí, nátěr absorbuje vlhkost a ztratí své vlastnosti, což může způsobit přilepení během používání.
Nesprávný výběr elektrody může také vést k přilepení. Vyrábí se široká škála značek spotřebního materiálu, které jsou určeny pro určité druhy svařování a mají své vlastní vlastnosti. Některé fungují pouze na stejnosměrný proud, zatímco jiné fungují na střídavý nebo stejnosměrný proud. Je také důležité zvážit, s jakou polaritou má produkt plus nebo mínus nejlepší výkon.
Základem je průměr elektrody.
Volba příliš silné tyče pro svařování tenkých dílů může způsobit problémy s lepením. V tomto případě se proud často snižuje, aby nedošlo k propálení tenkého kovu. V tomto případě vznikají potíže s udržením stabilního oblouku.
Průměr elektrod by měl být vybrán na základě tloušťky kovu. Například pro kov 3-4 mm je docela vhodný spotřební materiál „trojky“, od 4 do 6 mm – o průměru 4 mm.
Svařovací proud
Další častou příčinou přilepení elektrody je nesprávně nastavený svařovací proud.
Kolik ampérů je potřeba k vytvoření švu bez problémů – záleží na:
- tloušťka svařovaného materiálu,
- Průměr elektrody,
- Svařovací polohy.
Pokud je proud příliš nízký, může roztavit hrot elektrody, ale nezapálí oblouk.
Před zahájením práce je nutné vyhodnotit tloušťku materiálu, vybrat elektrodu vhodného průměru a nastavit vhodnou hodnotu proudu. Výrobci obvykle uvádějí doporučený rozsah na obalu elektrody.
Příprava a postup svařování
Elektroda se přilepí – svářeč možná není na práci správně připraven.
Před svařováním je nutné kov očistit, odstranit z povrchů vše, co by mohlo nějakým způsobem narušovat iniciaci oblouku a vedení švu.
Pokud je povrch svařovaného kovu rezavý nebo špinavý, bude zapálení oblouku obtížné. Během provozu může oblouk zhasnout a potom se povlak elektrody zničí. Pak se to lepí.
Dalším důvodem je porušení technologie. Například nesprávné zapalování. Začínající svářeči často dělají chybu: při startování silně klepou špičkou elektrody na součást. V důsledku zkratu se kov rychle zahřeje, elektroda se okamžitě přilepí a není možné ji provozovat.
Nebo nedodržení vzdálenosti od hrotu elektrody k povrchu svařovaného díla. Pokud tyč přiblížíme příliš blízko, zasekne se. Silou to oddálíme a oblouk zhasne. Důležitá je rovnováha.
Dbáme tedy na to, aby nastavení svařovacího proudu odpovídalo typu použité elektrody a tloušťce kovu. Silnější elektrody vyžadují k roztavení vysoký svařovací proud.
Pokud se elektroda rozpadla nebo zrezivěla, vyměníme ji za novou.
Před svařováním odstraňte z kovu rez, nečistoty, olej a veškeré cizí příměsi.
Hlupáka správně svítíme ne údery, ale úderovou metodou. Pohybujeme elektrodou po povrchu součásti, jako bychom zapalovali zápalku. Když se oblouk rozsvítí, nakloňte jej pod úhlem asi 15 stupňů dozadu a sešijte šev vhodnou technikou, například rybí kostí, spirálou nebo osmičkou.
Dodržujeme přijatelnou vzdálenost od hrotu elektrody k povrchu kovu, aby oblouk nezhasl, kov se roztavil a nedocházelo k lepení.
Pokud nic z výše uvedeného nepomůže, kontaktujte servisní středisko. Možná je problém v regulátoru proudu, kabelech, transformátoru. Oprava svařovacího zařízení s touto poruchou je běžná. Servisní středisko dokáže poruchu identifikovat a opravit během jednoho nebo dvou dnů a poskytnout záruku na provedenou práci až 12 měsíců. S odepisováním zařízení proto nespěchejte, určitě jej můžete rychle, levně a efektivně obnovit!
Elektroda se přilepí na kov: jaký by mohl být důvod a jak problém vyřešit
Elektroda se přilepí na kov: jaký by mohl být důvod a jak problém vyřešit
Elektroda se přilepí na kov: jaký by mohl být důvod a jak problém vyřešit