Svařování elektrickým obloukem – technologie, vlastnosti, video
Obvykle se argonové obloukové svařování používá ke spojování neželezných kovů (měď, hliník) nebo nerezové oceli (vysoce legovaná ocel). Proces je drahý, ale oprávněný, protože zajišťuje vysokou kvalitu švů. Některé kovy nelze spojovat jiným způsobem. Je však možné svařovat železné kovy pomocí argonu, a pokud „ano“, proč tedy vznikat zvýšené náklady na svařování TIG, když existují stroje MMA a MIG?
- Je možné vařit železné kovy s argonem?
- Výhody a nevýhody TIG svařování železných kovů
- Kde se používá argonové obloukové svařování železných kovů?
- Technologie TIG pro svařování železných kovů
- Argonové svařovací stroje pro železné kovy
- Tajemství argonového obloukového svařování železných kovů
Je možné vařit železné kovy s argonem?
Principem argonového obloukového svařování je zahřátí okrajů kovu tepelnou energií elektrického oblouku. Navíc se do svařovací zóny přivádí přídavný drát odpovídající složením základnímu materiálu. Je potřeba zvýšit objem svarového kovu. Aby se zabránilo reakci kapalného kovu s okolím, je z hořáku přiváděn inertní plyn, který izoluje svarovou lázeň.
Tig svařování je vhodné pro spojování většiny druhů ocelí a dalších kovů včetně železných. Černou barvou rozumíme nízkouhlíkovou nebo vysokouhlíkovou, nízkolegovanou a nelegovanou ocel. S touto aplikací však vznikají určité potíže a bude vyžadována určitá sada zařízení a spotřebního materiálu.
Invertory TIG
Argonové obloukové hořáky
Plnicí tyče
Opravné prostředky
Výhody a nevýhody TIG svařování železných kovů
Mezi výhody svařování železných kovů argonem patří:
- tenký, čistý šev, často nevyžadující další mechanické zpracování;
- schopnost svařovat desky a trubky s průřezem stěny 0,5-0,8 mm, což je nemožné pro ruční obloukové svařování obalenými elektrodami;
- žádné problémy se zapálením elektrického oblouku;
- můžete vytvářet svary libovolné délky a svařovat v libovolné prostorové poloze;
- výsledné švy vydrží vysoké tahové a lomové zatížení;
- připojení je utěsněno a lze jej použít pro práci pod tlakem;
- Argonová svítilna s úzkou tryskou a krátkým uzávěrem se snadno dostane do těžko přístupných míst, kde nelze dosáhnout držáku s elektrodou.

Svařování argonem dokonce umožňuje vytvářet téměř ploché svary, spojující železné kovy bez použití přídavného drátu. Chcete-li to provést, stačí strany, které se mají spojit, těsně přiblížit k sobě nebo položit obrobky tak, aby se překrývaly. Tím se sníží náklady na spotřební materiál a urychlí se proces.
Při svařování železného kovu argonem se tenký ocelový plech minimálně zahřívá pouze v oblasti spoje. Pokud svařujete přerušovaným obloukem, můžete tepelný příkon ještě snížit. To pomáhá udržovat rovnoměrný tvar povrchu a zabraňuje teplotní deformaci. Pokud použijete svařování obalenými elektrodami nebo plynovým hořákem (acetylen, propan), nebude možné zabránit přehřátí tenkých plechových obrobků.
Ale svařování železných kovů pomocí metody argonového oblouku má také nevýhody. Za prvé je to vysoká cena ve srovnání s MMA. Dalším častým negativním faktorem je var svarové lázně. To negativně ovlivňuje pevnost švu, protože se v něm objevují póry a dokonce i velké krátery. Spojení se ukáže jako křehké a při zkoušce pod tlakem se okamžitě vytvoří netěsnost.

Když se tekutý kov ve svarové lázni vaří, vylétají z ní cákance. Jsou přitahovány k wolframové elektrodě jako magnet. Ten se rychle otupí, díky čemuž je svařovací oblouk široký a snižuje se hloubka průvaru. To má vliv na pevnost švu a svářeč musí často zastavit proces a nabrousit wolframovou jehlu. Přitom slouží mnohem méně. Vzhledem k tomu, že kameny používají jemná zrna, odbroušení rozstřiků železných kovů trvá déle, což prodlužuje celkový čas na dokončení práce. Proto je při velkých objemech svařování železných ocelí nutné naplánovat více času na provedení. Postříkání padá na vaše ruce a způsobuje drobné popáleniny. Nosit ochranné svářečské rukavice je povinné.
Kde se používá argonové obloukové svařování železných kovů?
Svařování železných kovů pomocí argonového hořáku v prostředí inertního plynu je žádané v případech, kdy jsou potřeba úhledné, úzké švy na tenkých plechových materiálech. Může to být svařování:
Svařování, které využívá zapálený elektrický oblouk, je nejběžnější metodou spojování kovů. Svařování elektrickým obloukem, které se vyznačuje mimořádnou všestranností, se dnes úspěšně používá téměř všude.

Proces svařování elektrickým obloukem
Jaká je metoda obloukového svařování?
Svařování elektrickým obloukem se provádí s povinným použitím zdroje vysokého proudu, který se vyznačuje nízkým napětím. Toto napětí je současně aplikováno jak na svařovací elektrodu (jeden kontakt), tak na svařovaný obrobek (druhý kontakt). V důsledku interakce mezi obrobkem a elektrodou mezi nimi vzniká elektrický oblouk a díky tomu dochází k tavení hran spojovaných dílů. Použití takového oblouku, který je nezbytný pro přeměnu energie elektrického proudu na teplo, nám umožňuje získat v zóně obloukového svařování teplotu asi 5000 stupňů, což je zcela dostačující k roztavení jakéhokoli kovu známého lidstvu.
Technologie svařování elektrickým obloukem spočívá v současném tavení kovu elektrody a spojovaných dílů, díky čemuž vzniká tzv. svarová lázeň. Právě v této lázni probíhají všechny procesy charakteristické pro svařování: kov elektrody interaguje s kovem spojovaných dílů, vzniká struska, která stoupá na povrch lázně roztaveného svaru a vytváří ochranný film.
Svařování elektrickým obloukem lze provádět dvěma typy elektrod:
- neroztaví se během procesu výroby svarového spoje;
- tání.

Elektrody pro ruční obloukové svařování
Když se pro svařování elektrickým obloukem použije netavitelná elektroda, zavede se do oblasti elektrického oblouku speciální přídavný drát, aby se vytvořil svar. Při použití odtavných elektrod, které samy tvoří svarový šev, není potřeba přídavný drát.
Aby bylo zajištěno, že svařování elektrickým obloukem je vysoce stabilní a oblouk nezhasne, jsou do složení tavných elektrod přidány speciální přísady. Může to být sodík, draslík nebo jiné prvky, které mají dobrý stupeň ionizace. K ochraně svaru před oxidací lze použít různé plyny:
- argon;
- oxid uhličitý;
- hélium.
K provádění svařování elektrickým obloukem pomocí takových plynů je nutné použít svařovací stroje, jejichž konstrukce zahrnuje speciální hlavy. Ochranný plyn je přiváděn přes posledně uvedený.
K provádění svařování s vytvořením elektrického oblouku lze použít stejnosměrný i střídavý proud. Ve většině případů je výhodnější použití stejnosměrného proudu, protože umožňuje minimalizovat stupeň rozstřikování roztaveného kovu.
Charakteristika elektrického oblouku
Elektrický oblouk, který se vytváří pomocí svářečky, je v podstatě elektrický výboj, který se vyskytuje v prostředí plynu. Elektrický proud, který se v něm pohybuje, dostává tuto příležitost kvůli přítomnosti elektrického pole v něm. Pro účely zjednodušení terminologie se takový oblouk obvykle nazývá svařovací oblouk.
Svařovací oblouk, který je hlavním prvkem vytvořeného elektrického obvodu, se vyznačuje poklesem napětí. Pokud je svařovací elektroda připojena ke kladnému kontaktu svařovacího stroje, nazývá se anoda, pokud k zápornému kontaktu, nazývá se katoda. Při obloukovém svařování střídavým proudem se katody a anody střídavě zaměňují.
Nejdůležitějším parametrem svařovacího oblouku je vzdálenost mezi interagujícími elektrodami. Tato mezera, kterou protéká elektrický proud, se nazývá oblouk. Tok elektrického proudu takovou mezerou je možný pouze v případě, že obsahuje nabité částice – elektrony a ionty. Zpočátku přirozeně takové částice v tomto intervalu neexistují. Aby se objevily, musí být zahájen proces ionizace.
Struktura obloukového svařování
Ionizace obloukové mezery probíhá následovně: z povrchu katody se začnou emitovat elektrony, které nabíjejí páry a plyny vznikající nad svařovací lázní. Svařovací oblouk může být:
- stlačený typ (jeho průřez lze měnit pomocí trysky svařovacího stroje, velikost elektromagnetického pole a parametry proudění plynu);
- volný (nazývá se také přímý akční oblouk – parametry tohoto typu oblouku se neupravují, jsou neměnné).
Druhy a metody svařování elektrickým obloukem
Dnes se úspěšně používá několik metod svařování elektrickým obloukem, jejichž výběr závisí na kovech, ze kterých jsou spojované díly vyrobeny. Nejběžnějším způsobem spojování výrobků ze železných i neželezných kovů je ruční obloukové svařování, které vyžaduje ochranu svařované oblasti.
Svařování pomocí této metody se provádí následovně. Konec elektrody, který je připojen k držáku elektrody, se při dotyku se spojovanými díly začne zahřívat. V tomto okamžiku je elektrický obvod uzavřen. Po zahřátí konce elektrody se opatrně oddálí od povrchu dílů na vzdálenost asi 5 mm. Tok elektrického proudu po takovém odklonění se provádí tělem zapáleného oblouku.

Obloukové svařování trubek spotřebnou elektrodou
Chcete-li zvýšit stabilitu oblouku, chraňte oblouk i zónu roztaveného kovu před negativními vnějšími faktory, zaveďte do svarového kovu speciální dezoxidanty, aby byl čistší, a použijte speciální povlak nanesený na tyč kovové elektrody.
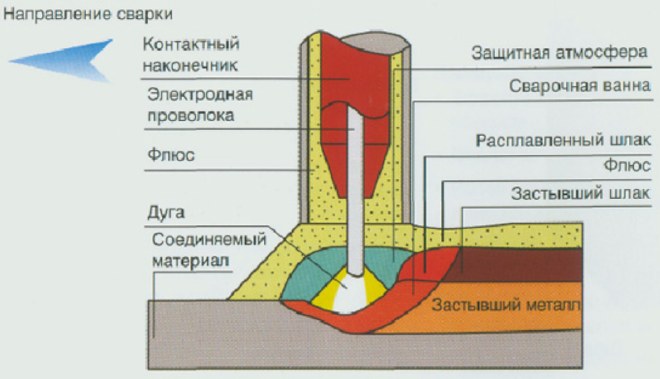
Téměř stejným způsobem se provádí svařování elektrickým obloukem pod vrstvou ochranného tavidla, ke kterému se používají speciální svařovací stroje, převážně automatické. Roli elektrody v této metodě plní svařovací drát, který je automaticky přiváděn ze speciální cívky. Pomocí této technologie je možné svařovat tlusté výrobky vysokou rychlostí. Samozřejmě, že tyto výrobky musí být pečlivě připraveny pro proces svařování, což vyžaduje spoustu času a úsilí.
Svařování elektrickým obloukem, které se provádí netavitelnou elektrodou vyrobenou z wolframu, se stalo široce používaným. Tento typ svařování se provádí v prostředí ochranného plynu, který je přiváděn přes trysku svářečky. Používá se zde oxid uhličitý, helium nebo argon. Tato technologie se používá ke spojování dílů z nerezové oceli, niklu nebo slitin hliníku.

Invertorový svařovací stroj pro svařování elektrickým obloukem
Pro svařování elektrickým obloukem s použitím ochranných plynů lze použít i tavný elektrodový drát. Tento drát je přiváděn do svařovací zóny ze speciální cívky. Ochranný plyn je přiváděn stejnou tryskou, kterou je přiváděn svařovací drát. Velkou výhodou této technologie (patřící do kategorie plyn-elektrika) je možnost upravit parametry svařovacího oblouku mírnou změnou složení směsi ochranných plynů.
Pomocí této plynoelektrické technologie je možné spojovat kovy, které jsou vysoce chemicky aktivní (měď, nerezová ocel, hořčík atd.). Za zmínku stojí několik nejvýznamnějších výhod této technologie:
- schopnost snadno provádět svařování elektrickým obloukem dílů umístěných v různých prostorových polohách;
- dobrý výhled na oblast svařování;
- schopnost provádět svařování elektrickým obloukem při vysoké rychlosti;
- vysoká čistota svarových švů;
- schopnost svařovat jak velmi silné, tak velmi tenké díly.
Svařování elektrickým obloukem lze provádět pomocí elektrody, která má trubkový průřez. Materiály používané k výrobě takových elektrod jsou práškový drát a směs tavidel, které tvoří ochrannou vrstvu svarové lázně. Přídavným materiálem při svařování elektrickým obloukem pomocí této technologie je samotná elektroda.