Teplota pro svařování PVC trubek: při jaké teplotě a jak dlouho by se měly PVC trubky svařovat
Zjistěte podrobněji, jak správně pájet polypropylenové trubky, a také jaké chyby lze při svařování udělat.
Polyfúzní nebo hrdlové svařování je způsob instalace plastových trubek v systémech vytápění a zásobování vodou. Při tomto způsobu montáže potrubí vzniká homogenní spoj, který je ještě pevnější než potrubí samotné. V tomto materiálu vám řekneme, jaký speciální nástroj je potřebný pro pájení polypropylenového potrubí. Také podrobně popíšeme sled prací.
Pozornost! Pokyny uvedené v tomto článku a prezentovaná videa nezaručují správnost vlastní instalace potrubí PPR. Vzhledem k tomu, že pájení PP trubek probíhá ručně, je jeho kvalita ovlivněna lidským faktorem a zkušenostmi montéra. Pro vysoce kvalitní svařování doporučujeme kontaktovat vysoce kvalifikované specialisty.
Co je potřeba pro pájení polypropylenového potrubí?
- Pájecí svařovací stroj vybavený svařovacími tryskami vhodné velikosti.
- Řezačka trubek na PP trubky (například nůžky nebo řezačka).
- Trimmer.
- Ruleta a marker.
Pokyny pro svařování polypropylenových trubek:
- Nastavte teplotu ohřevu.
Pomocí regulátoru nastavíme na svářečce teplotu ohřevu a zapneme zařízení do sítě. Optimální teplota pájení je 240-260°C. Po vypnutí kontrolek přistoupíme k pájení.
Před svařováním zkontrolujte, zda řezáky trubek pro polypropylenové trubky správně fungují. Vždy se používají ostré nůžky a vysoce kvalitní frézy. Odřízněte polypropylenovou trubku na požadovanou délku. Pomocí trimru odstraňte střední fóliovou vrstvu do hloubky 1-2 mm. Před pájením doporučujeme vyčistit a odmastit konce trubek a tvarovky.
Hloubka zasunutí trubky do spojovacího prvku závisí na průměru potrubí (viz tabulka). Označíme si jej na potrubí fixem.
| Trubka D [mm] | Hloubka vložení [mm] |
| 16 | 13 |
| 20 | 14 |
| 25 | 15 |
Na navařovací trysku páječky nasadíme připravenou trubku a do protikusu zařízení vložíme požadovanou PP tvarovku. Udělejme to ve stejnou dobu.
Upoutejte pozornost! Nepřipojujte armaturu a trubku bez předehřevu, jinak bude svařování nekvalitní.
Počkáme určitý počet sekund potřebných k zahřátí trubky a spojovacího prvku. V závislosti na průměru trubky a tloušťce stěny se může doba ohřevu lišit (viz tabulka). Při zahřívání neotáčejte díly. Referenčním bodem je okamžik, kdy jsou svařované prvky zcela nasazeny na trysku.
Díly ke svařování vyjmeme ze svářečky a provedeme pájení pomalým a rovnoměrným zasouváním nahřátého konce trubky do nahřáté tvarovky. Během 5 sekund můžete opravit polohu připojovaných dílů.
Je přísně zakázáno otáčet díly v kruhu při jejich spojování.
Čekáme, až spojení vychladne, několik sekund fixujeme prvky. Vizuálně zkontrolujte těsnost švu.
Při dodržení všech pravidel a parametrů získáte pevný a jednotný svar. Plné zatížení švu může být aplikováno po jeho úplném vychladnutí. Obvykle to trvá 1 hodinu.
Chyby při pájení PP potrubí
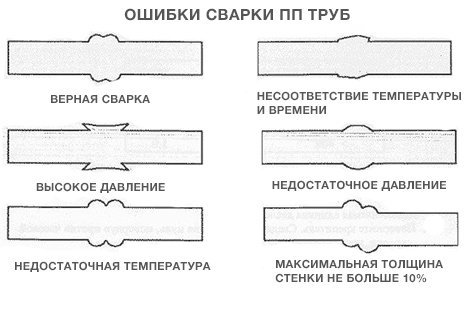
I když přísně dodržujete všechny pokyny pro instalaci polypropylenového potrubí, lze snadno udělat chyby. Zde jsou ty nejběžnější:
- Povrch připojovaných trubek a tvarovek je znečištěný nebo mokrý.
- Přehřátí nebo nedostatečné zahřátí připojených částí.
- Nesprávné spojení prvků.
- Po zahřátí armatur byla překročena doba připojení.
- Prvky od různých výrobců, nekvalitní materiály.
- Nadměrné síly při spojování nebo naopak nedostatečné (trubka není zasunuta celá).
Celkový
Metoda horkého pájení umožňuje zajistit těsnost připojení potrubí. Kromě toho lze tento způsob instalace provést ručně. Hlavní věcí je dodržovat nezbytná pravidla pro pájení polypropylenových trubek.
Jaký typ potrubí je instalován ve vašem domě? Instalovali jste to sami nebo se uchýlili k pomoci specialistů? Podělte se o své zkušenosti a doporučení v komentářích.


Dnes jsou plastové trubky široce používány v instalatérství. Snadno se instalují vlastníma rukama pomocí poměrně jednoduchého vybavení, které je k dispozici všem – vysoušeč vlasů. Svařování polypropylenových trubek může být snadný proces, pokud přísně dodržujete teplotní podmínky a časové parametry. Pokud se těmito nuancemi nezabýváte podrobně, hotové spojení bude mít nekvalitní spoj s více mikrotrhlinami. V důsledku toho nemůže být konstrukce použita k zamýšlenému účelu (začne z ní unikat voda). V online katalogu našeho internetového obchodu naleznete veškeré potřebné vybavení pro svařování PVC trubek. Nejprve je však třeba pečlivě prostudovat všechny detaily tohoto typu práce.
Všeobecné informace
- PN10 – používá se pro různé technické výrobky, jsou zajištěny teplotní podmínky do +40 stupňů;
- PN16 – univerzální, za předpokladu, že potrubí bude provozováno při teplotě nepřesahující +60 stupňů;
- PN20 – zpravidla se používají pro instalaci do vodovodního systému a zahrnují teplotní rozsah od +80 do +95 stupňů;
- PN25 – relevantní pro provoz při teplotách nad +95 stupňů.
Každý z těchto materiálů má svůj bod tání, který je třeba vzít v úvahu při výběru svařovacího zařízení.
Výhody PVC trubek
Celý tento design má řadu významných výhod:
- PVC trubky nevyžadují zesílené upevnění kvůli jejich nízké hmotnosti;
- tento materiál je mnohem levnější než všechny dnes existující analogy;
- snadná instalace pomocí pájení „udělej si sám“;
- vysoký stupeň šetrnosti k životnímu prostředí (plné dodržování všech hygienických norem);
- dlouhá životnost (minimálně 50 let, pokud byly během procesu pájení splněny všechny požadavky a byly vzaty v úvahu normy);
- jednoduché zpracování (snadné řezání);
- elasticita (skladována a přepravována srolovaná).
Mezi nevýhody patří omezení teploty v provozu (až 95 stupňů). I když to z hlediska praktičnosti umožňuje jejich instalaci výhradně doma. Za druhou nevýhodu je považována malá odolnost proti mechanickému namáhání. Takové trubky jsou opravdu vhodné k použití, takže je obzvláště důležité vědět, jak je správně svařovat pomocí speciálního zařízení.
Vliv tepla na PVC trubky
Abyste pochopili, jaká teplota je vyžadována pro vysoce kvalitní vaření polypropylenu, musíte nejprve podrobně prostudovat důsledky tohoto procesu přímo pro materiál. Účinky vysokých teplot se tedy na PVC trubkách projevují následovně:
- při zahřátí na 95 stupňů včetně nedochází ke změnám ve struktuře materiálu;
- když teplota expozice dosáhne 140 stupňů, původní tvar trubky se začne pomalu deformovat a dochází k postupné ztrátě pevnosti;
- Když se tyč posune o 260 stupňů, materiál se stane tekutým.
Proto svařování polypropylenových trubek vyžaduje alespoň zahřátí na 260 stupňů. Jedním ze zařízení, které se s tímto úkolem snadno vyrovná, je vysoušeč vlasů. Navíc nemusíte ani kupovat drahý vysoce výkonný model. Každá možnost určená pro použití doma je vhodná. Pro přesnější proudění vzduchu se doporučuje použít speciální trysku.
Doba vaření pro PVC trubky
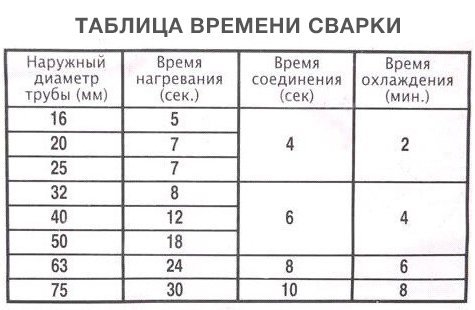
Tento indikátor závisí na jmenovitém vnějším průměru konstrukce. Aby byl výsledný šev pevný a odolný, musíte pochopit, kolik času bude trvat pro každou fázi tohoto procesu.
Počáteční průměr. U trubky o průměru 16 a 20 mm bude úplné roztavení trvat 5 sekund, 4 sekundy technologická pauza a 120 sekund ochlazení výsledného spoje;
25 mm. Toto je nejrychlejší možnost. Doba tavení této trubky je 7 sekund, pauza 4 sekundy a doba chlazení je také 120 sekund.
32 mm. U trubky o průměru 32 mm trvá roztavení 8 sekund, technologická pauza 6 a úplné ochlazení 240 sekund.
40 mm. PVC trubka s tímto vnějším průměrem vyžaduje 12 sekund pro roztavení, 6 pro pauzu procesu a 240 pro chlazení.
50 mm. V tomto případě trvá 18 sekund pro samotný proces vaření, dalších 6 pro přestávku a 240 pro ochlazení výsledné směsi.
63 mm. Rychlost tání se výrazně zvýší – 24 sekund, pauza je 8 sekund a doba chlazení se opět prodlouží. Nyní toto číslo dosáhlo 360 sekund.
75 mm. Trubka o průměru 75 mm vyžaduje 30 sekund vaření, technologickou pauzu 8 sekund a 360 sekund chlazení.
90 mm. Konstrukce o tloušťce 90 mm bude svařena za 40 sekund, pauza bude 8 sekund a výsledný spoj vychladne přibližně za 360 sekund.
110 mm. Jedná se o časově nejnáročnější proces. Nejdéle budete muset pracovat s polypropylenovými trubkami o vnějším průměru 110 mm. Doba tavení v tomto případě bude 50 sekund, pauza bude trvat 10 sekund a vše se ochladí po dobu nejméně 480 sekund.
V našem katalogu najdete high-tech zařízení pro práci s PVC trubkami za přijatelnou cenu as rychlým dodáním do jakéhokoli regionu Ruska.