3.3. Testování a uvádění plynovodů do provozu ConsultantPlus
3.3.1. Ocelové vnější plynovody, včetně renovovaných látkovou hadicí, polyetylenové nebo polyetylenové, uložené uvnitř ocelových, všech kategorií, dále plynovody a plynová zařízení pro hydraulické štěpení, vnitřní plynovody průmyslové výroby, dokončené výstavbou nebo rekonstrukcí , musí být testovány na těsnost.
3.3.2. Zkoušky plynovodů po jejich instalaci musí provést stavební a montážní organizace za přítomnosti zástupců technického dozoru odběratele a organizace distribuce plynu. Výsledky zkoušek jsou zdokumentovány v dokumentu a zápisu do pasportu stavby. Prvky plynovodů a plynových armatur při jejich výrobě ve výrobním závodě jsou zkoušeny službou technické kontroly.
3.3.3. Pokud armatury, zařízení a zařízení nejsou navrženy pro zkušební tlak, jsou instalovány cívky nebo zátky.
3.3.4. Testování plynovodů by mělo být provedeno po dokončení svářečských a izolačních prací, montáži armatur a instalaci ECP.
Testování plynovodů a zařízení na štěpení plynu musí být provedeno po jejich úplné instalaci, instalaci armatur, automatizačních zařízení a přístrojového vybavení.
Instalace armatur, zařízení a zařízení, která nejsou určena pro zkušební tlak, může být provedena po dokončení zkoušek. Během zkušební doby by měly být místo toho instalovány cívky nebo zástrčky.
3.3.5. Přívodní plynovody, pokud jsou konstruovány odděleně od plynovodu, by měly být zkoušeny v oblastech až po uzavírací zařízení instalovaná před budovami a objekty.
3.3.6. Délka zkušebních úseků podzemních ocelových plynovodů obnovovaných látkovou hadicí nebo tahem polyetylenových trubek je stanovena plánem prací.
3.3.7. Podzemní ocelové plynovody bez ohledu na typ izolačního povlaku s tlakem do 0,005 MPa se zkouší tlakem 0,6 MPa po dobu 24 hodin.
3.3.8. Podzemní ocelové plynovody s tlakem nad 0,005 MPa až 0,3 MPa s izolačním povlakem z bitumenového tmelu nebo polymerní lepicí páskou se zkoušejí tlakem 0,6 MPa a s izolačním povlakem vyrobeným z extrudovaného polyetylenu nebo skleněného smaltu – tlakem 1,5 MPa po dobu 24 hodin.
Vysvětlení Rostekhnadzoru „O uplatňování požadavků bezpečnostních pravidel pro systémy distribuce plynu a spotřeby plynu (PB 12-529-03)“, které nebyly registrovány Ministerstvem spravedlnosti Ruska, pozměněný odstavec 3.3.9 tohoto dokumentu , podle kterého ve čtvrtém řádku „ 1,2 MPa“ až „0,75 MPa“.
3.3.9. Podzemní ocelové plynovody s tlakem nad 0,3 MPa až 0,6 MPa s izolačním povlakem z bitumenového tmelu nebo polymerní lepicí páskou se zkoušejí tlakem 0,75 MPa a s izolačním povlakem vyrobeným z extrudovaného polyetylenu nebo skleněného smaltu – tlakem 1,5 MPa po dobu 24 hodin.
3.3.10. Podzemní ocelové plynovody bez ohledu na typ izolačního povlaku s tlakem nad 0,6 MPa až 1,2 MPa se zkouší tlakem 1,5 MPa po dobu 24 hodin.
3.3.11. Polyetylenové plynovody s tlakem do 0,005 MPa se zkouší tlakem 0,3 MPa po dobu 24 hodin.
3.3.12. Polyetylenové plynovody s tlaky nad 0,005 MPa až 0,3 MPa se zkouší tlakem 0,6 MPa po dobu 24 hodin.
3.3.13. Polyetylenové plynovody s tlaky nad 0,3 MPa až 0,6 MPa se zkouší tlakem 0,75 MPa po dobu 24 hodin.
3.3.14. Teplota venkovního vzduchu během zkušební doby polyetylenových plynovodů nesmí být nižší než -15 stupňů. S.
3.3.15. Ocelové nadzemní a nadzemní plynovody bez ohrazení s tlakem do 0,005 MPa se zkouší tlakem 0,3 MPa po dobu 1 hodiny.
3.3.16. Ocelové nadzemní a nadzemní plynovody bez ohrazení s tlaky nad 0,005 MPa až 0,3 MPa se zkouší tlakem 0,45 MPa po dobu 1 hodiny.
3.3.17. Ocelové nadzemní a nadzemní plynovody bez ohrazení s tlaky nad 0,3 MPa až 0,6 MPa se zkouší tlakem 0,75 MPa po dobu 1 hodiny.
3.3.18. Ocelové nadzemní a nadzemní plynovody bez ohrazení s tlaky nad 0,6 MPa až 1,2 MPa se zkouší tlakem 1,5 MPa po dobu 1 hodiny.
3.3.19. Plynovody a zařízení na hydraulické štěpení s tlaky do 0,005 MPa se zkouší při tlaku 0,3 MPa po dobu 12 hodin.
3.3.20. Plynovody a zařízení na hydraulické štěpení o tlacích nad 0,005 MPa až 0,3 MPa se zkouší při tlaku 0,45 MPa po dobu 12 hodin.
3.3.21. Plynovody a zařízení na hydraulické štěpení o tlacích nad 0,3 MPa až 0,6 MPa se zkouší při tlaku 0,75 MPa po dobu 12 hodin.
3.3.22. Plynovody a zařízení na hydraulické štěpení o tlacích nad 0,6 MPa až 1,2 MPa se zkouší při tlaku 1,5 MPa po dobu 12 hodin.
3.3.23. Plynovody kotelen a průmyslových objektů do 0,005 MPa se zkouší tlakem 0,01 MPa po dobu 1 hodiny.
3.3.24. Plynovody kotelen a průmyslových objektů nad 0,005 MPa až 0,1 MPa se zkouší tlakem 0,1 MPa po dobu 1 hodiny.
3.3.25. Plynovody kotelen a průmyslových objektů nad 0,1 MPa až 0,3 MPa se zkouší tlakem 1,25 od pracovního tlaku, nejvýše však 0,3 MPa po dobu 1 hodiny.
3.3.26. Plynovody kotelen a průmyslových objektů nad 0,3 MPa až 0,6 MPa se zkouší tlakem 1,25 od pracovního tlaku, nejvýše však 0,6 MPa po dobu 1 hodiny.
3.3.27. Plynovody kotelen a průmyslových objektů nad 0,6 MPa až 1,2 MPa se zkouší tlakem 1,25 od pracovního tlaku, nejvýše však 1,2 MPa po dobu 1 hodiny.
3.3.28. Podzemní plynovody uložené v pouzdrech v úsecích přechodů umělými a přírodními bariérami by měly být testovány ve třech fázích:
po svaření přechodu před jeho položením na místo;
po položení a úplném zasypání přechodu;
spolu s hlavním plynovodem.
3.3.29. Po položení a úplném zasypání přejezdu po dohodě s plynárenskými nebo provozními organizacemi je povoleno neprovádět zkoušky.
3.3.30. Je povoleno testovat přechody společně s hlavním plynovodem v jedné fázi:
při absenci svarových spojů v přechodu;
při použití metody směrového vrtání při pokládání přechodu;
při použití v rámci přechodu pro svařování polyetylenových trubek, dílů s vestavěnými ohřívači nebo svařovacích zařízení s vysokým stupněm automatizace.
3.3.31. Výsledky zkoušky těsnosti jsou považovány za pozitivní, pokud během zkušební doby není viditelný pokles tlaku v plynovodu pomocí tlakoměru třídy přesnosti 0,6 a u tlakoměrů třídy přesnosti 0,15 a 0,4 i tlaku kapaliny. manometru, pokles tlaku nepřesahuje jeden dílek stupnice.
3.3.32. Po dokončení zkoušky těsnosti plynovodu by měl být tlak v plynovodu snížen na atmosférický tlak, měla by být instalována automatika, armatury, zařízení a přístrojové vybavení a plynovod by měl být udržován na provozním tlaku po dobu 10 minut.
3.3.33. Těsnost rozebíratelných spojů se kontroluje mýdlovou emulzí nebo pomocí vysoce citlivých přístrojů (detektory plynů).
3.3.34. Závady zjištěné při zkouškách plynovodů by měly být odstraněny po snížení tlaku v plynovodu na atmosférický tlak.
3.3.35. Po odstranění závad by měla být zkouška těsnosti plynovodu zopakována.
3.3.36. Po naplnění vzduchem, před zkouškou, by měly být plynovody udržovány pod zkušebním tlakem po dobu nezbytnou k vyrovnání teploty vzduchu v podzemních a nadzemních (s násypem) plynovodech s teplotou půdy a v pozemních (bez násypu). ) a nadzemní plynovody s teplotou okolního vzduchu.
Zkoušky plynovodů z polyetylenových trubek by měly být provedeny nejdříve 24 hodin po dokončení svařování posledního spoje.
3.3.37. Přívod vzduchu pro testování plynovodu musí zajistit rychlost nárůstu tlaku z kompresoru nejvýše 0,3 MPa za hodinu.
3.3.38. Instalační spoje ocelových plynovodů, svařované po zkoušce, musí být zkontrolovány rentgenovou kontrolou.
Instalační spoje provedené svařováním na tupo na polyetylenových plynovodech se používají při ultrazvukovém zkoušení.
3.3.39. Územní orgány ruského Gosgortekhnadzoru jmenují své zástupce do komise pro přijetí do provozu stavebních projektů, rekonstrukcí nebo velkých oprav plynárenských systémů v souladu s článkem 27 „Předpisů o federálním těžebním a průmyslovém dozoru Ruska“, schváleno nařízením vlády Ruské federace ze dne 03.12.2001. prosince 841 N XNUMX .
Sbírka zákonů Ruské federace, 2001, N 50, Čl. 4742.
3.3.40. Přejímku do provozu nízkotlakých plynovodů (podzemních do délky 200 m a nadzemních do délky 500 m) lze provést bez účasti zástupce územního orgánu Gosgortekhnadzor Ruska.
3.3.41. Zákazník oznámí teritoriálním orgánům Gosgortekhnadzor Ruska nejméně 5 dnů předem o datu, čase a místě práce přejímací komise.
3.3.42. Přejímací komise musí zkontrolovat projektovou dokumentaci a dokumentaci skutečného stavu, zkontrolovat instalovaný systém zemního, nadzemního a vnitřního rozvodu plynu (spotřeba plynu) za účelem zjištění jeho souladu s požadavky regulačních technických dokumentů, těchto Pravidel a projektu, identifikovat instalaci vady a také zkontrolujte přítomnost úkonů pro skrytou práci.
Kromě toho je třeba zkontrolovat soulad s projektem průmyslového větrání a odvodu kouře, elektrického napájení a osvětlovacího zařízení, přístrojového vybavení a připravenosti organizace provozovat zařízení.
Komise má právo požadovat otevření jakéhokoli úseku podzemního plynovodu za účelem dodatečného ověření kvality stavby, jakož i opakované zkoušky s předložením dalších závěrů.
3.3.43. Kromě dokumentace skutečného provedení stavby uvedené v aktuálních regulačních technických dokumentech přejímací komise musí být předloženy následující materiály:
kopii příkazu ke jmenování osoby odpovědné za bezpečný provoz plynárenství;
předpisy o plynárenské službě nebo dohoda s organizací se zkušenostmi s prováděním údržby a oprav plynovodů a plynových zařízení;
protokoly pro testování znalostí těchto Pravidel, regulační dokumenty vedoucími, specialisty a pokyny pracovníků;
návody a technologická schémata stanovená těmito Pravidly;
akt kontroly účinnosti elektrochemické ochrany (u podzemních ocelových plynovodů);
působit na kontrolu technického stavu průmyslových systémů odvodu kouře a větrání;
akt převzetí k uvedení plynárenského zařízení do provozu a harmonogram jejich realizace (při převzetí zařízení ve dvou etapách);
plán lokalizace a likvidace havarijních stavů a interakce služeb pro různé účely, včetně ADS organizace distribuce plynu.
3.3.44. Přejímka do provozu nedokončených staveb, včetně podzemních ocelových plynovodů, které nejsou opatřeny elektrochemickou ochranou, není povolena.
3.3.45. Shoda plynovodů s požadavky těchto Pravidel je doložena aktem o převzetí plynovodu do provozu.
3.3.46. Pokud komisí přijaté zařízení nebylo uvedeno do provozu do 6 měsíců, musí být při uvádění do provozu provedena opakovaná zkouška těsnosti.
3.3.47. Provozování rozvodů plynu a odběru plynu (technická zařízení) nepředepsaným způsobem není dovoleno.

Norma stanovuje požadavky na základní metody zkoušení těsnosti potrubních spojů.
Norma platí pro rozebíratelné potrubní spoje.
Požadavky na kontrolu svarových spojů potrubí jsou v souladu s GOST 3242-79.
1. Obecná ustanovení
1.1. Obecné požadavky na metody zkoušení těsnosti jsou v souladu s GOST 24054-80. Pro potrubní spoje se používají následující hlavní metody zkoušení těsnosti: hydrostatické, manometrické, bublinkové, hmotnostní spektrometrické a halogenové.
Pro přibližné posouzení mezí použitelnosti těchto metod se používají rozsahy indikačních mezí znázorněné na výkrese.
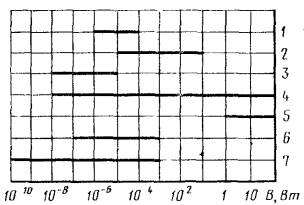
Rozsahy limitů indikace průtoku, když atmosférický vzduch proudí spojem evakuovaného spoje pro následující metody zkoušky těsnosti: 1 – bublina; 2 — hydrostatické bez použití speciálních indikátorů; 3 — hydrostatické pomocí speciálních indikátorů; 4 — manometrický plyn; 5 — manometrická kapalina; 6 – halogen; 7 — hmotnostní spektrometrie
2. POŽADAVKY NA ZÁKLADNÍ ZKUŠEBNÍ METODY
2.1. Hydrostatická metoda
2.1.1. Metoda se provádí pomocí kompresorové metody, a to jak s použitím, tak bez použití indikátorových hmot aplikovaných na kontrolovaný povrch. Popis metody – podle GOST 24054-80.
2.1.2. Při zkoušení musí být před zvýšením tlaku ze spojení zcela odvzdušněno. Pokud se při zkouškách hydraulické pevnosti spoj naplnil studenou vodou a na jeho stěnách se objevila rosa, měly by se po zaschnutí provést zkoušky těsnosti.
2.1.3. Zkušební tlak Рпр během testování se určuje podle vzorce:
P пр = k × Py ,
kde Py — podmíněný tlak (nadměrný tlak, který spoj vydrží při normální teplotě pracovního prostředí za provozních podmínek);
k — koeficient v závislosti na podmíněném tlaku je určen z tabulky.
2.1.4. Při zkoušení musí být zajištěno pozvolné a plynulé zvyšování a snižování tlaku. Neklepejte na spoj pod tlakem. Pokud jsou zjištěny kapky, skvrny a (nebo) prudký pokles tlaku, testy se zastaví a spoje se zkontrolují, aby se zjistily příčiny závady.
2.1.5. Doba zkoušky jednoho spojení hydrostatickou metodou je minimálně 3 minuty.
2.2. Manometrická metoda
2.2.1. Metoda je realizována těmito způsoby: komprese, vakuum, komora, foukání a porovnání s průtokem z kalibrované netěsnosti.
2.2.2. Popisy kompresních, vakuových a komorových metod – GOST 24054-80.
2.2.3. Zkoušky metodou foukání se provádějí v následujícím pořadí:
evakuujte vnitřní dutinu spojení;
odečtěte údaj na tlakoměru Рв;
profoukněte spoj zkušebním plynem, poté se znovu odečte údaj na tlakoměru Рпurčete změnu tlaku D Ро podle vzorce
kde k п — citlivost tlakoměru ve vztahu ke zkušebnímu plynu;
Рв – odečet tlakoměru kalibrovaného ve vzduchu;
Рп — údaj na tlakoměru po profouknutí zkušebním plynem.
Netěsnost spoje se posuzuje podle velikosti změny tlaku D Ро .
Poznámka: Doporučuje se použít zkušební plyn, který vyhovuje následující nerovnosti
kde S в , S п — rychlost čerpadla při čerpání vzduchu a zkušebního plynu z přípojky;
Q в , Q п — průtok vzduchu a zkušebního plynu spojem;
k в — citlivost manometru na vzduch.
2.2.4. Zkoušky porovnáním s průtokem z kalibrované netěsnosti se provádějí v následujícím pořadí:
evakuujte vnitřní dutinu spoje, dokud tlak v ní nedosáhne pevné hodnoty Pg ;
aplikujte na netěsnost zkušební plyn a změnou jeho tlaku zvolte takový průtok netěsností, aby vakuometr ukazoval stejnou hodnotu Pg;
pomocí grafu připojeného ke kalibrovanému certifikátu netěsnosti určete průtok odpovídající tomuto tlaku;
Netěsnost se posuzuje podle průtoku.
Doporučené nastavení testu je uvedeno v Referenční příloze 2.
2.2.5. Při testování vakuovou metodou je nutné určit časový okamžik na základě údajů na tlakoměru. t 1 , kdy se tlak ve vnitřní dutině spoje začne lineárně měnit, načež po určité době D t změřte tlak ve vnitřní dutině spoje. Průtok spárou se vypočítá pomocí vzorce
kde P 1 – tlak uvnitř spoje v okamžiku času t 1 ;
Р2 – tlak uvnitř spoje v okamžiku času t 1 + D t ;
V — objem vnitřní dutiny spoje.
Poznámka: V přípojkách s velkými emisemi plynů je vhodné připojit manometr přes chlazený sifon.
2.2.6. Doporučuje se odhadnout přípustný pokles tlaku při zkoušce pomocí kompresní metody pomocí vzorců uvedených v referenčním dodatku 1.
Poznámka: Pokud se potrubí nebo úsek potrubí, kde je pracovní médium kapalné, zkouší kompresní metodou, pak by poměr tlaku plynu k pracovnímu tlaku kapaliny neměl být nižší než 0,1.
2.2.7. Chyba teploty s určení změny tlaku uvnitř přípojky nebo komory se odhadne pomocí vzorce
kde Р — tlak zkušebního plynu;
Т — absolutní teplota plynu;
D Т — změna teploty během měření.
2.3. Bublinová metoda
2.3.1. Metoda se provádí následujícími způsoby: komprese, vakuum, mydlení.
Popis metod – podle GOST 24054-80.
2.3.2. Pokud se jako indikátorová kapalina používá voda, pak se pro zvýšení její průhlednosti přidává hlinito-amonný kamenec v množství 500 g kamence na 3 m 3 vody, poté by se měl roztok důkladně promíchat a uchovávat jednu a jednu hodinu. půl dnů.
2.3.3. V případě potřeby zvýšení citlivosti se doporučuje přidat do indikační kapaliny povrchově aktivní látku, která nemá škodlivý vliv na materiály spojovacích částí.
2.3.4. Doporučuje se určit dobu trvání zkoušky pomocí vzorců uvedených v Referenčním dodatku 1.
2.4. Hmotnostní spektrometrická metoda
2.4.1. Metoda se provádí těmito způsoby: vakuová komora, tlaková zkouška v komoře, foukání, sonda, akumulace, akumulace při atmosférickém tlaku, selektivní odběr zkušebního plynu.
2.4.2. Popisy metod vakuové komory, tlakové zkoušky v komoře, foukání, sonda, akumulace při atmosférickém tlaku – podle GOST 24054-80.
2.4.3. Doporučuje se provádět metody vakuové komory a krimpování v komoře na instalacích, jejichž schémata jsou uvedena v referenční příloze 2.
2.4.4. Zkoušky pomocí akumulační metody se provádějí v následujícím pořadí:
zkušební přípojka je evakuována, je k ní připojeno zeolitové čerpadlo a přípojka je udržována ve vakuu po určitou dobu, poté je připojena k detektoru netěsností a je měřen průtok pozadí zkušebního plynu;
umístěte přípojku do komory, naplňte ji zkušebním plynem nebo směsí plynů obsahující zkušební plyn a podržte ji po určitou dobu, poté se připojí k detektoru netěsností a změří se průtok zkušebního plynu;
Úniky se posuzují podle rozdílu v hodnotách detektoru úniků.
Doporučené nastavení testu je uvedeno v Referenční příloze 2.
2.4.5. Zkoušky využívající metodu selektivního odběru vzorků zkušebního plynu se provádějí v tomto pořadí:
do spojovací dutiny je přiváděn zkušební plyn;
připojit komoru k detektoru netěsností prostřednictvím prvku selektivně propustného pro zkušební plyn;
Netěsnost spoje se posuzuje podle množství zkušebního plynu difundovaného prvkem.
Doporučené nastavení testu je uvedeno v Referenční příloze 2.
2.4.6. Při zkoušení metodou ofukování by rychlost pohybu dmychadla po kloubovém spoji neměla být vyšší než 1,5 mm/s.
2.4.7. Při testování metodou sondy by rychlost pohybu sondy podél kloubního kloubu neměla překročit rozsah 2. 5 mm/s, pokud je zkušebním plynem helium, a 0,5 . 2 mm/s, pokud je zkušebním plynem argon.
2.4.8. Práh citlivosti zařízení pro detekci úniků je v souladu s GOST 24054-80.
Poznámka: Práh citlivosti instalace implementující konkrétní metodu se může výrazně lišit od prahové hodnoty citlivosti zařízení. Při implementaci akumulační metody je tedy práh citlivosti instalace o několik řádů vyšší než u zařízení pro zjišťování netěsností zahrnutého v této instalaci a při implementaci sondové metody je o několik řádů nižší.
2.4.9. Kalibrace hmotnostně spektrometrických detektorů netěsností se provádí pomocí difúzního heliového netěsnosti typu „Gelite“ v souladu s popisem a návodem k obsluze přiloženým ke každému vzorku netěsnosti. V důsledku kalibrace je určena hodnota dílku stupnice ( S ) výstupního zařízení detektoru netěsností podle vzorce
kde Q — tok helia z úniku „Gelite“;
a — stálé čtení detektoru netěsností z netěsnosti „Gelit“;
a ф — čtení detektoru netěsností kvůli heliu na pozadí.
2.5. Halogenová metoda
2.5.1. Metoda se provádí pomocí ofukovacích a sondových metod.
2.5.2. Popis metod – podle GOST 24054-80.
2.5.3. Prahové hodnoty citlivosti pro zařízení pro detekci úniků jsou v souladu s GOST 24054-80.
2.5.4. Spáru se doporučuje začít ofukovat nikoli čistým plynem obsahujícím halogen, ale jeho směsí a vzduchem.
2.5.5. Místnost, ve které se halogenová metoda testuje, musí mít přívodní a odtahové větrání. Obsah halogenů v něm by neměl překročit 10-4%.
2.5.6. Při testování ofukovací metodou se používají detektory netěsností s vakuovým senzorem, sondová metoda využívá atmosférický senzor.
2.5.7. Detektory netěsností s vakuovým senzorem se kalibrují jednou z následujících metod:
změnou parciálního tlaku zkušebního plynu, pro kterou je netěsností zaváděn zkušební plyn do vnitřní dutiny spoje a související změna údajů na detektoru netěsnosti je porovnávána se změnou tlaku zaznamenanou tlakoměrem;
podle průtoku zkušebního plynu přes kalibrovanou membránu.
Poznámka: První metoda se doporučuje pro připojení čerpaná při tlacích nižších než 0,1 Pa, druhá – pro tlaky vyšší než 0,1 Pa.
2.5.8. Detektory netěsností s atmosférickým senzorem by měly být kalibrovány pomocí halogenové netěsnosti Halot v souladu s popisem a provozními pokyny připojenými ke každému vzorku netěsnosti. V důsledku kalibrace je určena cena divize ( Sf ) stupnice výstupního zařízení detektoru netěsností podle vzorce
kde Qf — proudění z úniku halogenu;
a f — signál detektoru úniku z tohoto úniku.
Poznámka: Vzhledem k tomu, že senzor může ztratit citlivost na dlouho působící složky halogenů, je nutná pravidelná kontrola jeho počátečního proudu. Obnovení citlivosti snímače vyžaduje dlouhodobý trénink při zvýšeném teple emitoru a tlaku čistého vzduchu 10 Pa.
<i>PŘÍLOHA 1 <br />Informace</i>
VÝPOČTOVÉ VZORCE A NOMOGRAMY PRO ZKOUŠENÍ TĚSNOSTI POTRUBNÍCH SPOJENÍ
1. Vzorce pro odhad přípustného tlaku při zkoušení kompresní metodou manometrické metody
Do prdele. Obrázek 1 ukazuje graf, který umožňuje najít rozsah použitelnosti výpočtových vzorců 1-3. Sakra. 2-4 znázorňují nomogramy, které umožňují graficky určit přípustnou tlakovou ztrátu stlačeného vzduchu.
Příklad. Úsek potrubí, který zahrnuje přírubové připojení, musí být testován na těsnost. Objem vnitřní dutiny spoje V = 10-3 m3. Dříve bylo spojení testováno metodou hydrostatické komprese. Práh citlivosti instalace, která implementuje tuto metodu, je В = 10-4 W. Je určen ke zkoušce spojení jeho krimpováním stlačeným vzduchem. Zkušební tlak stlačeného vzduchu Р = 5 × 10 5 Pa, teplota T = 293 K, dynamický koeficient viskozity vzduchu h = h а = 1,9 × 10 -5 Pa × s, univerzální plynová konstanta R = 8314, atmosférický tlak Ра = 10 5 Pa, doba trvání testu D t = 0,5 h (1800 s).
Počítáme P 1 и Р2
Jak Р = 5 × 10 5 Pa > 3,6 × 10 5 Pa, pak se výpočet provede podle vzorce (3)
Spojení je tedy považováno za vzduchotěsné, pokud během testování pokles tlaku vzduchu nepřekročí 4,3 × 10 3 Pa (» 0,04 kgf/cm2).
2. Vzorce pro odhad doby trvání zkoušek bublinkovou metodou
Sakra. 5 ukazuje grafy, které umožňují určit dobu trvání testování jednoho připojení (at N = 1, r = 0,5 mm).
Příklad. Úsek potrubí s přírubovým spojem je podroben zkoušce těsnosti metodou mydlování. Práh citlivosti metody B = 10-6 W. Poloměr bubliny, spolehlivě zaznamenaný při sledování spojení, r = 0,5 mm (5 x 10-4 m). Do potrubí je přiváděn stlačený vzduch pod tlakem Р = 2 × 10 5 Pa.
Doba kontroly jednoho spojení by tedy měla být alespoň 30 s.
Seznam označení fyzické velikosti