Svařování na tupo vyhřívaným nástrojem – Prof Tech Instrument
Hlavním a nejběžnějším způsobem trvalého spojování polyetylenových trubek je dnes svařování. Při provádění přípravných a instalačních prací dochází k největšímu počtu odchylek od požadavků regulačních dokumentů při svařování spojovacích dílů s vestavěnými ohřívači. Podle výzkumu provedeného některými evropskými výrobci tvarovek je až 40 % nekvalitního svařování způsobeno absencí nebo špatnou kvalitou čištění trubek před svařováním, až 20 % nadměrným čištěním, až 6 % znečištěním v oblasti svařování a 6 až 9 % absencí polohovadla při svařování. Výsledky těchto studií jsou zklamáním: až 75 % vadných spojů je způsobeno hrubým porušením technologie svařování nebo nízkou kulturou práce a až 25 % vadných spojů bylo získáno v důsledku toho, že svářeči zanedbávali používání speciálních pomocných zařízení.
Pro svařování polyetylénových potrubí na tupo o průměru 63–630 mm se doporučuje používat vodicí kladky, které nejen výrazně zjednodušují instalaci, ale také zajišťují vyrovnání trubek, umožňují maximální snížení odporové síly trubky a také minimalizují riziko vnějšího poškození trubky a získání vadného spoje.
Při svařování plynovodních trubek pomocí spojovacích dílů s vestavěnými ohřívači je třeba vzít v úvahu požadavky SP 42–103–2003 na instalaci a zajištění konců svařovaných trubek do svorek polohovadla (centrovacího zařízení) se současným usazením části se ZN. Pro montáž potrubních spojů dodávaných v sekcích se doporučuje použít středící příchytky a polohovače. Pro montáž potrubních spojů dodávaných ve svitcích nebo na cívkách se doporučuje použít rovnací polohovadla.
Polohovadla se používají jak k upevnění trubek během procesu svařování, tak při chlazení sestaveného celku. Existuje několik typů polohovadel:
- pro svařování spojek;
- pro svařování T-kusů a ohybů (u těchto stejných modelů jsou také svařovány spojky);
- pro svařování větví do sedlových ohybů;
- pro svařování potrubních tvarovek.
Pevnost svarového spoje je ovlivněna několika faktory:
- kvalita potrubí a tvarovek;
- přísné dodržování technologie svařování;
- podmínky, za kterých bylo svařování provedeno;
- výběr svařovacího zařízení a příslušenství;
- kvalifikace svářečů a specialistů.
Pro zajištění vysoké kvality instalace polymerních potrubí je nutné používat pouze moderní svařovací zařízení; Pro rychlou a kvalitní výstavbu polyetylenových potrubí je kromě stavebních zařízení a svařovacích zařízení zapotřebí určitá sada pomocných nástrojů a zařízení, používaných jak při vstupních kontrolních a přípravných operacích, tak během celého procesu svařování. Tato zařízení jsou vyráběna nejen pro zajištění kvality svarových spojů, ale také významnou měrou pro usnadnění práce zaměstnancům stavebních a provozních organizací.
Pro rovnání trubek s nepřípustným podélným zakřivením, které narušuje kvalitní montáž (dlouhé trubky, z bubnu nebo svitku), pokud polohovadlo neumožňuje vyrovnání jejich konců, lze použít ruční nebo hydraulické rovnačky. Pokud mají konce trubek, které mají být svařovány, oválnost větší než 1,5 % vnějšího průměru trubky nebo ≥ 1,5 mm, pak se pro získání zaobleného tvaru před montáží spoje používají inventární kalibrační svorky, které se instalují na trubky ve vzdálenosti 15–30 mm od značek svařování. Oválnost trubek lze také korigovat pomocí speciálních zařízení – svorek. Dalším povinným krokem při elektrofúzním svařování je řezání a čištění trubky. Polyetylenová trubka je řezána v pravém úhlu. Kolmost řezu je nutné zkontrolovat kovovým čtvercem ve dvou na sebe kolmých směrech na konci trubky. Pro stříhání trubek malých průměrů se doporučuje používat zahradnické nůžky a pro trubky o průměru > 63 mm speciální gilotiny, které se hodí zejména při práci ve výkopu a je problematické dostat se pod trubku k jejímu přestřižení. Pro řezání polyetylénových trubek velkých průměrů (až 1200 mm nebo i 1600 mm) je vhodné použít elektrické řetězové pily. Šikmo řezané konce polyetylenové trubky zmenšují chladnou zónu tvarovky, což má negativní dopad na kvalitu svaru (nesprávné rozložení tepelných toků, nadměrné natavení polyetylenu, pronikání taveniny do trubky, posunutí závitů elektrické spirály a jejich zkratování, což povede k zastavení svařovacího cyklu nebo oslabení svarového spoje a zeslabení spoje).
K odstranění vrstvy oxidu na polyetylenové trubce použijte ruční škrabky nebo mechanické čisticí prostředky. To je nutné, protože ultrafialová část slunečního spektra, kyslík a ozón obsažené ve vzduchu vedou k oxidaci a změnám struktury polyethylenu na povrchu trubky. Čištění je nutné k odstranění zoxidovaného filmu, aby se zajistilo dobré promíchání taveniny svařovaných povrchů. Čištění musí být viditelné. Doporučení výrobců spojovacích dílů pro polyetylenová potrubí naznačují, že je nutné rovnoměrně odstranit vrstvu polyetylenu o tloušťce nejméně 0,2 mm z tvářecí plochy konců trubek. Po vyčištění je nutné svařované plochy trubek, hladkých dílů a dílů se ZN důkladně odmastit.
Pro nanášení různých značek na polyetylenovou trubku (např. před mechanickým opracováním, při označování hloubky hrdla nebo nanášení razítka svarového spoje) je nutné použít speciální permanentní popisovače.
Použití moderních pomocných zařízení a vysoce kvalitních nástrojů výrazně snižuje pravděpodobnost defektů při svařování, urychluje přípravné operace, snižuje náklady a pozvedává kulturu výroby na novou úroveň, která odpovídá nejvyšším světovým standardům.
Svařované plochy se ohřívají vyhřívaným kovovým nástrojem. Díky přímému kontaktu s ohřívaným nástrojem je přenos tepla mnohem intenzivnější než v případě svařování horkým vzduchem; Rozložení tepla ve hmotě svařovaného materiálu je v tomto případě také příznivější; Výsledné svary nemají žádné oblasti tepelně poškozeného materiálu. Pevnost spoje potrubí při tomto způsobu svařování není nižší než pevnost původní trubky.
1. Základní ustanovení
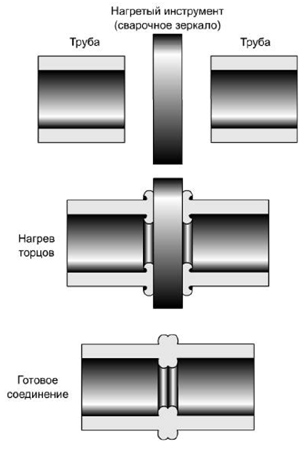
Svařování na tupo v zásadě spočívá v zahřívání konců svařovaných trubek, dokud se materiál neroztaví, a následném stlačení zahřátých konců, aby se ochladily.
Realizace této jednoduché myšlenky však vyžaduje pečlivé splnění řady podmínek pro získání kvalitního svarového spoje.
Moderní automatizované svařovací stroje na tupo výrazně snižují vliv lidského faktoru na kvalitu svarového spoje natupo, ale zcela jej neeliminují.
2. Složení zařízení
Minimální složení zařízení je uvedeno na Obr. 2 a 3 a závisí na typu pohonu zařízení.
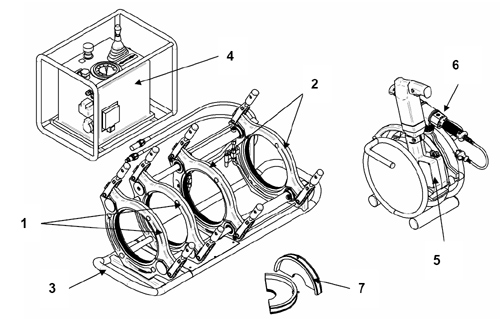
Obrázek č. 2 „Složení mechanicky poháněného zařízení pro svařování na tupo“
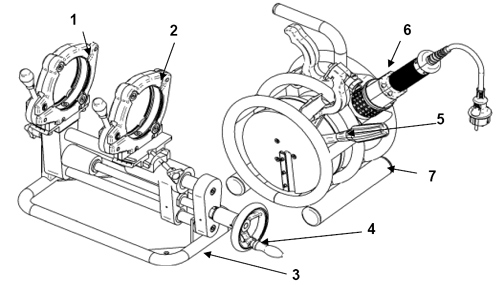
Obrázek č. 3 „Složení zařízení s hydraulickým pohonem pro svařování na tupo“
- centralizátor s jednou nebo dvěma pevnými trubkovými svorkami (1) a jednou nebo dvěma pohyblivými svorkami (2).
- Centralizér je umístěn na rámu (3).
- Pohyblivé upínače jsou poháněny tlakem hydraulického oleje vytvářeného hydraulickou jednotkou nebo mechanickou rukojetí pohonu (4).
- K čištění a vyrovnání konců svařovaných trubek před ohřevem se používá trimr (5), který může být elektrický nebo mechanický.
- K ohřevu svařovaných konců se používá svařovací zrcadlo (6).
- Zastřihovač a zrcadlo lze namontovat na rám centralizéru nebo je lze uložit na stojan (7).
- Pro upevnění trubek různých průměrů se používají vyměnitelné vložky (7) pro pohyblivé a pevné spony centralizátoru
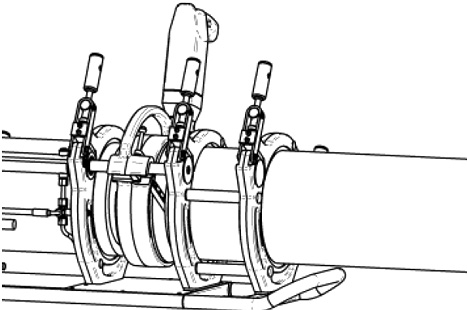
Části potrubí, které mají být svařovány, musí být upevněny v centralizéru (viz obr. 4) svářečky. Typicky centralizér pevně zajišťuje jednu trubku a zajišťuje axiální pohyb druhé trubky. Pro eliminaci tření mezi pohybujícím se potrubím a zemí je vhodné použít např. válečkové dorazy.
Kromě koaxiální fixace trubek zajišťuje svěrka řízenou silou pohyb pohyblivé trubky ve směru stacionární trubky. Nejběžnější způsoby vytváření síly jsou mechanické (otáčení rukojetí pohonu) a hydraulické.
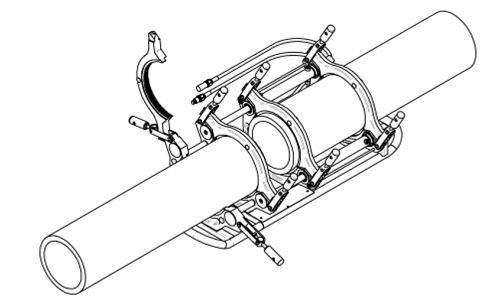
Obrázek č. 4 „Upevnění potrubí v centralizátoru“
Aby se zabránilo přilepení trubky k vyhřívanému nástroji a usnadnilo se vyjmutí zahřátého nástroje ze svařovací zóny po zahřátí, je povrch nástroje obvykle potažen teflonem. Teflonové povlaky také usnadňují čištění nástrojů.
Po upevnění trubek se jejich konce vyrovnají pomocí trimru (viz obr. 5), což je kotoučová rovina. Plochy, které mají být svařovány, musí být přitlačeny k pracovním plochám trimru a zpracovány, dokud se nedosáhne hladkého, rovného povrchu. Aby se tvar hotového povrchu co nejvíce přiblížil ideální rovině, neměla by hloubka lícování při jednom průchodu lícovacím nožem přesáhnout 0,2 mm. Trimr zajišťuje následné těsné dosednutí navařených konců trubek k povrchu vyhřívaného nástroje a také odstraňuje případné znečištění a vrstvu oxidu.
Okamžik ukončení obkladu lze snadno vizuálně určit podle výskytu pevných prstencových třísek na obou stranách obkladu.
Bez zastavení trimru povolte upínací sílu a pohybující se trubku odsuňte od trimru. To vám umožní dokončit ořez hladce a bez bodování.
Obrázek č. 5 „Instalace trimru mezi konce trubek, které mají být svařeny“
Po lícování je nutné odstranit třísky ze svařovací zóny čistým nástrojem, zejména z vnitřní strany trubky. Nedotýkejte se svařovaného povrchu rukama!
Po odstranění třísek spojte trubky k sobě a zkontrolujte těsnost svařovaných ploch. Zbytková mezera by neměla překročit hodnotu uvedenou v tabulce. 1. Kromě toho by rozdíl mezi stěnami svařovaných trubek neměl být větší než 10 % tloušťky trubky. Některé konstrukce centralizátorů umožňují v případě potřeby snížit nesouosost speciálními úpravami vyrovnání. Extrudované trubky musí vyčnívat z upevňovacích svorek centralizátoru ve vzdálenosti ne menší, než je tloušťka stěny těchto trubek (viz odstavec 5).
Tabulka č. 1 „Maximální přípustná mezera mezi konci trubek“
Vnější průměr
trubky, mm
šíře
mezera, mm
800 … < 1000
4. Vytvoření otřepu
Mezi konci svařovaných trubek je umístěno topné těleso (tzv. svařovací zrcadlo), ohřáté na požadovanou teplotu (viz obr. 7 a 8), poté jsou konce trubek přitlačeny k topnému tělesu pro předehřívání.
Při mírném zvětšení je vidět, že zdánlivě hladký povrch svařovacího zrcadla má ve skutečnosti nerovnosti. Povrch konce trubky zpracovaný trimrem se také stále liší od ideální roviny. Proto, aby bylo dosaženo rovnoměrného, řízeného ohřevu svařovaných konců, je nutné tyto konce nejprve přitlačit značnou silou k vyhřívanému svařovacímu zrcadlu. Po krátké době se materiál svařovaných ploch roztaví a pevně přitlačí k povrchu svařovacího zrcadla, čímž se plocha přenosu tepla zvětší na 100 % plochy konce trubky.
- Vytvořený tlak by měl být co nejvyšší, aby bylo co nejrychleji dosaženo 100% tepelného kontaktu mezi koncem trubky a svařovacím zrcadlem;
- Vytvořený tlak by neměl být příliš velký, aby vytlačovaný materiál byl zcela roztavený a tekutý.
V důsledku zahřátí pod tlakem vyčnívá po vnějším a vnitřním obvodu konce trubky housenka měkčeného materiálu, nazývaná otřepy (viz obr. 1). Negativní vlastností otřepu je mírné zmenšení jmenovitého průměru trubky po dokončení svařování; Proto se zejména nedoporučuje spojovat části volně průtočných kanalizací svařováním.
Blesk však zvětší tloušťku stěny trubky v místě svaru. Pokud vezmeme v úvahu, že jakýkoli polymer při zahřátí do plastického stavu podléhá ve větší či menší míře tepelnému šoku, pak je zvětšení tloušťky stěny v zóně svaru jediným způsobem, jak zde dosáhnout pevnosti, která není nižší. než pevnost původní trubky. Proto ohřev s použitím síly pokračuje i po dosažení 100% tepelného kontaktu mezi svařovacím zrcadlem a koncem trubky – dokud otřepy nedosáhnou doporučené hodnoty. Zřejmý vzorec: čím větší je tloušťka stěny svařovaných trubek (nebo tloušťka svařovaných plechů), tím větší je požadovaná výška otřepů. Optimální výška otřepu na konci předehřívání je určena pro každou tloušťku svařovaných výrobků a pro různé termoplasty je uvedena v tabulkách svařování (viz tabulka 2).
Poznámka: Snížení upínacího tlaku při vytváření otřepu vede pouze ke zpoždění v okamžiku 100% kontaktu konce trubky s povrchem zrcadla. Dodatečný čas, který je v tomto případě zapotřebí k vytvoření otřepu, nelze považovat za ztracený, protože většina z toho je ve skutečnosti začátek hlavního ohřevu (viz odstavec 5).
- tento tlak by však měl být zanedbatelný, aby nezpůsobil další nárůst otřepů
- tento tlak musí být dostatečný k zajištění kontaktu konců trubky se svařovacím zrcadlem.
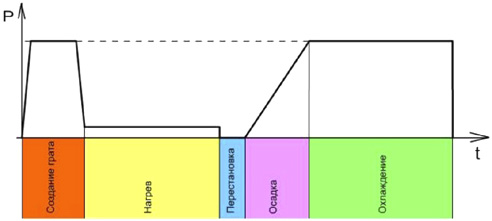
Obrázek č. 6 „Změna upínacího tlaku během procesu svařování“
Charakteristickým rysem svařování na tupo je pomalé hluboké zahřívání povrchů svařovacím zrcadlem zahřátým na relativně nízkou teplotu (asi 200-210°C).
Teoreticky se pro svařování silnostěnných výrobků doporučuje používat nižší teplotu zrcadla po delší dobu (viz obr. 7 a 8), aby se silnostěnný výrobek (trubka) zahřál do větší hloubky. Na druhou stranu chyby zařízení a prostředí způsobují větší změny teploty, než jsou doporučené změny nastavení teploty v závislosti na tloušťce stěny potrubí. Proto v praxi teplota zrcadla nezávisí na tloušťce stěny trubky.
Poznámka: Doporučené a obecně uznávané režimy ohřevu pro trubky a plechy (teplota a čas) jsou voleny tak, aby zajistily plynulé prohřátí materiálu do hloubky přibližně rovné tloušťce stěny trubky nebo tloušťky plechu (viz obr. 9). . Tuto okolnost se doporučuje vzít v úvahu při upevňování trubek a ořezávání. Oříznutá trubka musí vyčnívat ze svorek centralizátoru na délku, která není menší než tloušťka stěny trubky.
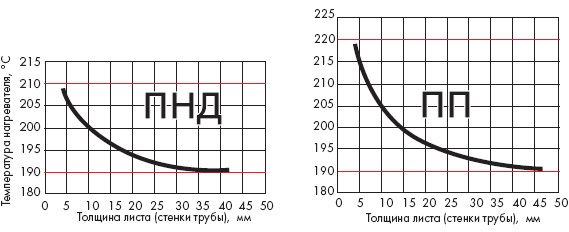
Obrázek č. 7-8 „Teplota svařovacího zrcátka pro HDPE a PP”
Při teplotě svařovacího zrcadla asi 200 °C a při teplotě okolí asi pokojové teplotě lze přesně vypočítat rychlost ohřevu materiálu do hloubky (pro HDPE se běžně považuje za přibližně 1 mm na 10 sekund). Tato rychlost určuje doporučenou dobu ohřevu v závislosti na tloušťce stěny potrubí (viz tabulka 2).
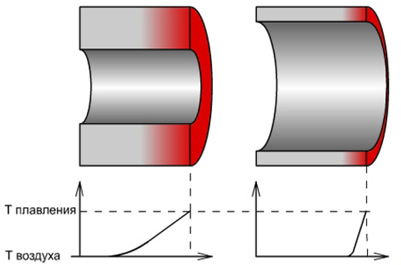
Obrázek č. 9 „Graf rozložení teplot v potrubí s různou tloušťkou stěny“
6. Přeskupení
Jakmile jsou povrchy zahřáté, je kritické rychlé vyjmutí zahřátého nástroje a vyrovnání zahřátých povrchů, které mají být svařeny. V tomto případě je nutné vyhřívané plochy nemačkat, nešpinit a jinak nepoškozovat! Maximální přípustná doba pro zatažení pohyblivé trubky, sejmutí svařovacího zrcátka a přiblížení konců trubek k sobě se nazývá doba přeskupení a je uvedena ve svařovacích tabulkách. Překročení této doby vede k ochlazení natavených konců a v důsledku toho ke špatné kvalitě švu. Je zřejmé, že u silnostěnných výrobků je přípustná doba přeskupení vyšší (viz tabulka 2).
Poznámka: Při přeskupování zahřátý materiál ve styku se vzduchem rychle oxiduje. Tenká vrstva nahřátého povrchu má navíc čas trochu vychladnout. Proto je třeba usilovat o zkrácení doby přeskupování.
Rychlost konvergence trubek v okamžiku jejich kontaktu by se měla co nejvíce blížit nule. Vyvinutí výrazného tlaku v prvním okamžiku kontaktu povede k vytlačení roztaveného materiálu ze svarové zóny a navíc značně zvýší výšku záblesku.
7. Návrh
Od okamžiku kontaktu svařovaných ploch, jak se materiál ochlazuje, musí být kontaktní tlak ploch pomalu a plynule zvyšován na doporučený chladící tlak. Se zvyšujícím se tlakem je roztavený materiál částečně vytlačován ze svarové zóny a proudí ve směru vnějšího a vnitřního výronu, zatímco tenká vrstva materiálu, oxidovaná a ochlazená během přeskupování, se mísí s hlubšími vrstvami a nemísí se. nepříznivě ovlivňují kvalitu švu.
Experimentálně stanovená optimální doba, během níž by mělo být plynule dosaženo chladícího tlaku, se nazývá doba upsetu a je uvedena v tabulkách svařování (viz tabulka 2). Během srážení a v první fázi následného ochlazování dochází ke konečnému vytvoření otřepu.
8. Chlazení
Během ochlazování se konečně vytvoří zóna svarového spoje. Hlavní myšlenkou tohoto procesu je zvětšení tloušťky stěny trubky v oblastech sousedících se svarem. Navíc by toto zvýšení mělo být tím větší, čím více byl materiál v daném bodě zahříván (podrobován tepelné degradaci). Doporučené režimy ohřevu a srážení jsou voleny tak, aby se optimální upínací síla pro chlazení rovnala síle při předehřívání.
Po pěchování zůstává upínací tlak dílů konstantní až do úplného ochlazení na pokojovou teplotu. Doba chlazení závisí na materiálu a tloušťce stěny svařovaných trubek (nebo tloušťce plechů) a je uvedena v tabulkách svařování (viz tabulka 2).
Neměli byste se snažit urychlit chlazení (pomocí studené vody atd.) – to povede k vytvoření vnitřních pnutí v materiálu a v důsledku toho ke snížení pevnosti švu.
Po ochlazení mohou být svařené díly vyjmuty ze zařízení.
Poznámka: Před otevřením svorek, které zajišťují trubky ve svorce, nezapomeňte vynulovat upínací sílu!
Tabulka č. 2 „Základní parametry pro svařování HDPE trubek na tupo“