Zinek pro ochranu proti korozi
I k nám dorazily světové trendy ve zvyšování požadavků na kvalitu a životnost dodávaných produktů. V technických specifikacích lze stále častěji nalézt přání zvýšit životnost dílů a konstrukcí, prodloužit servisní interval a snížit náklady na opravy a provoz. Všechny tyto parametry jsou ovlivněny korozní odolností výrobku nebo konstrukce.
S ohledem na nevyhnutelnost korozních procesů specialisté zvětšují tloušťku nosných konstrukcí (jsou opatřeny nátěry snižujícími přístup agresivního prostředí). Taková ochrana však není trvanlivá a je nutné provádět opravy, které často několikanásobně zvyšují konečné náklady na zařízení s přihlédnutím k provozním nákladům. Pro řešení konstrukčních problémů je nutné zajistit co nejúčinnější metody antikorozní úpravy. Je důležité zajistit bezporuchový provoz produktu v časovém rámci stanoveném projektem, aby se minimalizovala rizika havárií a katastrof.
Než přejdeme k otázce výhod a aplikací různých způsobů antikorozní úpravy, je nutné zjistit, co je to koroze.
Koroze je destrukce kovů při jejich fyzikální a chemické interakci s prostředím. Podle druhu prostředí a doplňkových vnějších vlivů se koroze dělí na atmosférickou, půdní, kapalnou, napěťovou, biokorozi, štěrbinovou, kontaktní, stagnační atd.
Povaha a rychlost jeho vývoje závisí na mnoha faktorech, proto metody ochrany kovů před korozí nejsou univerzální – v závislosti na typu koroze (chemická nebo elektrochemická) se používají různá technologická řešení, ale všechny se dělí na dva typy – katodická ochrana a izolace ocelového povrchu vrstvou , nepropustnou pro reaktivní látky.
Katodická ochrana spočívá v tom, že na chráněné struktury je připevněn kov (anoda), který má elektropozitivnější vlastnosti a je ten, který se vlivem oxidačních činidel ničí jako první.
Izolační povlaky pevně přilnou k povrchu oceli a omezují přístup činidel, která ničí produkt. Konvenční typy ochranných nátěrů: chromování, eloxování, lakování – chrání ocel vytvořením bariéry mezi prostředím a chráněným materiálem. Pokud je ochranná vrstva poškozena, začne se pod ní vyvíjet koroze.
Nejoptimálnější metodou je kombinace katodické ochrany jako první vrstvy a izolační ochrany jako druhé a dalších vrstev. V tomto případě obětovaná anoda chrání základní kov, ale anoda samotná je chráněna před korozí izolačním povlakem.
Existuje obrovské množství způsobů, jak chránit před korozí, článek bude diskutovat o technologiích využívajících zinek.
Při použití pozinkovaných výrobků není potřeba každoročně tónovat a periodicky vyměňovat konstrukce poškozené korozí, není potřeba udržovat (a dopravovat na místa) celou armádu pracovníků, utrácet ročně peníze za barvy, základní nátěry atd. mluvit o státní úrovni řešení problému, dále pak využití pozinkované oceli – to jsou statisíce tun oceli, ušetřená elektřina a ropa, lidské zdroje a obrovské částky investic, které se šetří pro zemi jako celek a mohou sloužit budoucím generacím.
Použití zinkového povlaku jako ochranné vrstvy již poskytuje oba způsoby ochrany: katodickou i izolační. V důsledku vytvoření galvanického páru chrání zinek základní kov před korozí i v místech škrábanců a děr (obr. 1).
K dispozici je několik technologií ochrany proti korozi na bázi zinku. Každý z nich je navržen pro svůj vlastní typ kovu nebo provozní podmínky.
Zinkový nástřik. Po otryskání povrchu se na něj pomocí zinkového drátu nebo prášku nastříkají kapičky poloroztaveného zinku. Takto nanesené zinkové povlaky, i když jsou poměrně silné, jsou velmi porézní, takže pod vrstvou zinku může docházet k oxidaci základního kovu. Tyto procesy probíhají velmi pomalu (katodická ochrana je účinná), ale vznikají korozní produkty hnědého železa. Tato metoda se používá k ochraně velkorozměrových výrobků přímo v místě provozu konstrukcí. Například mostní podpěry nebo nosné trámy budov.

obr. 1
Elektrolytické zinkování. Povlak se nanáší elektrolytickou metodou z roztoku zinečnaté soli na očištěný ocelový povrch. Elektrochemicky nanášený zinkový povlak má mechanické vlastnosti podobné čistému zinku, to znamená, že je relativně měkký. Samotný proces potahování představuje určité potíže z hlediska rovnoměrného nanášení na tvarově složité díly. Použití elektrolytů obsahujících kyseliny, kyanidy a další chemicky aktivní sloučeniny si vynucuje použití neutralizace a hloubkového čištění odpadů z ekologicky nebezpečné galvanizační výroby a výstavbu drahých úpravárenských zařízení, což poněkud neutralizuje pozitivní vlastnosti tohoto vysoce produktivního procesu.
Pozinkované výrobky by neměly být používány venku nebo v agresivním prostředí bez dodatečné ochrany. Proto je při použití tohoto způsobu ochrany nutné vzít v úvahu provozní podmínky. Obvykle se jedná o automobilový plech pro následné lakování s vysokými požadavky na kvalitu povrchu (zakřivení, drsnost).

Rýže. 2. Žárové zinkování kovových konstrukcí (foto Elsie Group of Companies)
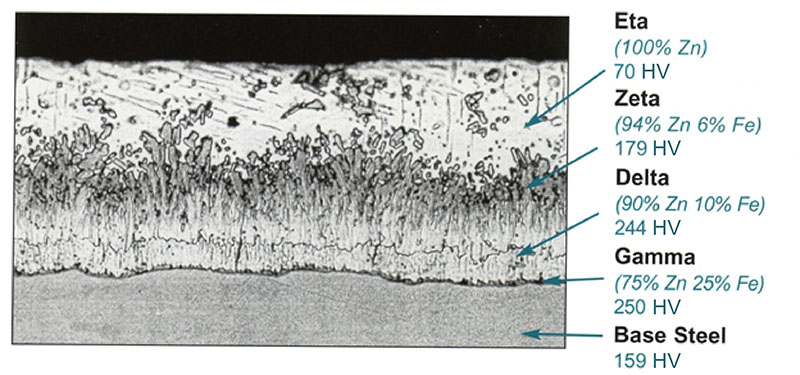
Rýže. 3. Rozložení vrstev (fází) zinkového povlaku získaného žárovým zinkováním (v roztaveném zinku) a jejich mikrotvrdost
Barvy bohaté na zinek. Zinkové barvy obsahují čistý zinkový prach (až 99 % kovového zinku). Pro získání galvanizačního efektu z takových barev je nutné, aby byl suchý nátěrový film elektricky vodivý a měl dobrý kontakt s ocelí. K tomu je velmi důležité pečlivě připravit povrch, který má být chráněn. Neexistuje jednoznačný názor na katodickou ochranu barev bohatých na zinek. V tenkých povlakech (do 20 mikronů) působí zinek jako chránič, ale životnost je omezena dobou rozpouštění zinku. V silných vrstvách barev bohatých na zinek působí zinek na samém počátku jako protektor a následně vlivem zhutnění nátěrového filmu zinkovými korozními produkty plní barva bariérovou funkci.
Existuje řada nevýhod, které omezují použití zinkových barev: porézní struktura, dírky, dutiny, praskliny. Povlaky plněné přírodním zinkem jsou ještě citlivější na mechanické namáhání než plyno-tepelné povlaky.
Je nutné rozumět použití termínu „galvanizace“. Ve vztahu k nátěrům bohatým na zinek vyvolává mylný dojem o rovnocennosti vlastností různých zinkových povlaků. Někteří výrobci a distributoři povlaků bohatých na zinek tvrdí, že jejich výrobky pozinkované za studena jsou ekvivalentní žárovému zinkování nebo „tak dobré jako pozinkované“. Navíc jsou na základě jednoho typu testu učiněny závěry o výhodách studeného zinkování – v komoře se solnou mlhou je navíc provedeno srovnání zinkového povlaku s komplexem sestávajícím ze základního nátěru bohatého na zinek a povlakového materiálu; což nedává představu o skutečné odolnosti proti korozi a uvádí spotřebitele v omyl. Použití termínu „galvanizace za studena“ z technologického hlediska je nesprávné a lze jej považovat za marketingový tah, a proto se spotřebitel může rozhodnout chybně.
Kombinace ochranných základních nátěrů s mezizákladními a vrchními nátěry umožňuje získat celou řadu pozitivních vlastností pro účinnou dlouhodobou ochranu kovu při provozu v různých klimatických, agresivních, tepelných a jiných podmínkách.
Žárové zinkování. Očištěná ocel je ponořena do roztaveného zinku (při 440–460 °C), kde dojde k reakci, která vytvoří kovovou vazbu mezi zinkem a ocelí, což má za následek vytvoření několika vrstev s různými specifickými poměry zinku k železu (rýže. 2, 3). Vnější vrstva je měkčí než ocel, což jí umožňuje odolávat rázovému zatížení, a vnitřní vrstvy ze slitin železa a zinku jsou pevnější než ocelový základ, což dodává povlaku vysokou odolnost proti oděru. Zinkový povlak, na rozdíl od barvy a laku, se nebojí vnějších vlivů během přepravy, instalace a údržby. Metoda žárového zinkování poskytuje dlouhodobou (až 50–80 let) ochranu oceli před korozí v různých atmosférických podmínkách.
Výhody:
— při žárovém zinkování je výrobek zcela ponořen do roztaveného zinku. Všechny jeho povrchy, rohy, štěrbiny atd. jsou chráněny.
– nátěr bude na rozích a hranách silnější, na rozdíl od jiných typů ochrany, např.
zbarvení;
— schopnost chránit vnitřní povrchy a dutiny, potrubí;
— proces je jednoduchý a snadno ovladatelný;
– relativně nízké náklady;
— během instalace není nutná žádná příprava povrchu, nátěr, konečné úpravy nebo kontroly;
— tloušťka povlaku se kontroluje pomocí magnetického nebo elektromagnetického měřiče, což umožňuje odhadnout přibližnou životnost pozinkovaných výrobků;
— poskytovat dlouhodobou (až 50–80 let) ochranu oceli před korozí v různých atmosférických podmínkách;
— není potřeba provádět údržbu výrobků během provozu.
Tato metoda chrání plechy, kovové konstrukce a malé díly. Maximální rozměry kovových konstrukcí jsou omezeny rozměry lázně roztaveného zinku.
Jestliže před 20 lety byla aplikace těchto povlaků omezena téměř úplnou absencí žárových zinkoven v Rusku, nyní máme v naší zemi asi 60 takových podniků. Navíc nejde jen o malé plochy s maličkými vanami, ale o moderní výrobní závody, vybavené nejmodernější technologií, které instalují to nejlepší vybavení dodávané takovými světovými lídry, jako jsou W. PILLING, KOERNER, BISOL, WESTERN TECHNOLOGIES, LOI, Weber a atd.
Tepelné difúzní zinkování: Očištěné ocelové výrobky se umístí do bubnu se zinkovým prachem při teplotě těsně pod bodem tání zinku – typicky kolem 320-380°C. Zinek difunduje do oceli a vytváří tvrdou, stejnoměrnou vrstvu zinku/železa. Velkou výhodou tohoto způsobu je, že povlak je velmi rovnoměrný a má přibližně stejnou tloušťku na vnějším i vnitřním povrchu. Povlak má vysokou tvrdost (3–4krát vyšší než žárový zinek) a má vysokou odolnost proti abrazivnímu opotřebení. Například tepelná difúzní galvanizace se používá v ropném a plynárenském průmyslu po dobu 10–15 let bez výměny k ochraně pravidelně demontovaných potrubních spojů.
Tento způsob ochrany je zvláště účinný pro zpracování dílů vyrobených z vysokopevnostních ocelí, zejména pružinových prvků a spojovacích prvků. Relativně nízká teplota procesu umožňuje zachování vysokých výkonových charakteristik a rovnoměrnost povlaku umožňuje chránit výrobky se závitovými spoji bez dodatečného závitování.
Synergický efekt kombinovaných systémů. Pozinkované a dodatečně lakované válcované výrobky poskytují 1,5–2krát vyšší životnost. Podobné procesy synergie jsou pozorovány v případě nátěrových produktů chráněných tepelnou difúzí. Nátěrový film zvyšuje životnost galvanizovaného povlaku tím, že poskytuje dodatečnou bariérovou ochranu zinkových vrstev. Spodní vrstva zinku pomáhá prodloužit životnost lakovaného povlaku a zabraňuje rozvoji koroze chráněného základního kovu. Korozní produkty zinku a jeho slitin dále zpomalují poškození lakovaného povlaku uzavřením trhlin a pórů v laku. Je třeba si uvědomit, že zinek hojí defekty i ve vzdálenosti 5–7 mm od defektu.
Nutno podotknout, že galvanicky stříkané zinkové povlaky a samozřejmě zinkem plněné barvy neobsahují intermetalické sloučeniny (fáze), skládají se ze zinku odpovídajícího chemického složení a k chráněnému materiálu přilnou pouze díky adhezi (tedy přilnavosti). Vyrábí se žárovým zinkováním a tepelně difúzními povlaky, mají stejný mechanismus tvorby – difúzi a jsou systémem slitin železa a zinku (s postupně se snižujícím obsahem železa, jak se přibližujete k vnější straně povlaku). Proto lze tyto technologie nanášení ochranných antikorozních nátěrů na bázi zinku zařadit do jednoho typu (třídy) jak z hlediska systému vzdělávání, tak z hlediska spolehlivosti ochrany a životnosti.
Antikorozní úprava výrobků a konstrukcí nikdy nebyla silnou stránkou tuzemského průmyslu. Ale v moderních podmínkách, kdy se úspory na servis, opravy a údržbu infrastruktury stávají nedílnou součástí přežití a konkurenceschopnosti, se kvalita a trvanlivost finálního produktu stávají jednou z hlavních oblastí modernizace výroby. Zkušenosti s používáním antikorozní ochrany ve vyspělých průmyslových zemích za posledních 30 let prokázaly, že i při zvýšení konečné ceny výrobků o 20–30 % díky dodatečné povrchové úpravě poskytuje 2–3násobné zvýšení v životnosti při zachování jejich provozních vlastností. Kvalitní výrobek s vysokými spotřebitelskými vlastnostmi je silným argumentem pro vítězství v soutěžích a výběrových řízeních, zejména pokud je zákazníkem „státní rozpočet“.
Vzhledem k tomu, že hlavním publikem čtenářů časopisu „RITHM Mechanical Engineering“ je technická elita strojírenství, rád bych článek uzavřel několika úspěšnými příklady použití zinkových povlaků v tomto konkrétním směru.
Každý je v zásadě obeznámen s vlastnostmi pozinkovaných výrobků (obr. 4), jejich klady a zápory, pojďme se tedy podívat na pro naši zemi relativně novou technologii – tepelné difúzní zinkování. Tato metoda je díky dobré kombinaci provozních, technologických a ekologických kvalit stále více využívána. Perspektivy využití tepelné difúze v praxi obecného chemického a dopravního inženýrství, nástrojářství ve stavebnictví, zejména při výrobě vestavěných dílů, vypadají slibně.

Rýže. 4. Pozinkované díly karoserie
Železnice jsou jedním z největších odběratelů služeb žárového zinkování, ale spolu s ním našel způsob žárového zinkování uplatnění při výrobě dílů a konstrukcí kontaktní sítě v souladu s „Návodem na použití žárového zinkování“. -difúzní zinkování částí a konstrukcí kontaktní sítě“ zavedené společností JSC Russian Railways (technický návod TC-106/04 ze dne 20.01.04. ledna XNUMX)
Například na základě metody tepelné difúze vyvinula společnost TERMISHIN RUS LLC komplexní dokončovací proces, který poskytuje hloubkovou úpravu povrchové vrstvy produktu a dává mu nové vlastnosti. Zařízení Termishin je organicky integrováno do výrobního procesu ocelových výrobků, ale může existovat také jako nezávislý podnik poskytující služby antikorozního ošetření. V současné době KAMAZ PJSC vytváří multidisciplinární workshop s názvem Termishin, který bude splňovat nejen potřeby KAMAZ, ale také přijímat produkty jiných podniků ke zpracování.
Zkušenosti ze spolupráce mezi Termishinem a VNIIZhT (průmyslový institut ruských železnic) jsou úspěšné. Série laboratorních a terénních testů prokázala, že elastické systémy upevnění kolejnic zpracované technologií Termishin převyšují výkony západních analogů v provozních podmínkách zvláště zatížených úseků trati umístěných v zónách extrémního korozního zatížení, kde se vyskytuje sůl, eroze, abrazivní opotřebení a prudké výkyvy teplot rychle poškodí díly určené k zajištění bezpečnosti železniční tratě (obr. 5).
Žárové a tepelné difúzní zinkování jsou nejspolehlivější, jednoduché a snadno dostupné typy antikorozní úpravy.