Svarové švy – Svarcom
Svařovací švy – oblasti svarového spoje vzniklé v důsledku krystalizace (tuhnutí) roztaveného kovu nebo v důsledku plastické deformace při tlakovém svařování nebo kombinací krystalizace a deformace.
Oddělení pojmů svarový spoj a svarový šev je nezbytné, protože tento jako spojovací část spojovaných prvků určuje geometrický tvar, spojitost, pevnost a další vlastnosti kovu přímo na místě svařování.
Vlastnosti svarového spoje jsou určeny vlastnostmi kovu vlastního svaru a zóny základního kovu přiléhající ke svaru, se změněnou strukturou a v mnoha případech se změněnými vlastnostmi tepelně ovlivněné oblasti. Dále je nutné vzít v úvahu některou část základního kovu přiléhající k tepelně ovlivněné zóně a stanovení koncentrace napětí v místě přechodu ze svarového kovu do základního kovu a plastické deformace v tepelně ovlivněné oblasti, které ovlivňuje charakter a rozložení sil působících ve svarovém spoji.
Kritéria pro klasifikaci
Svařovací švy jsou rozděleny v závislosti na:
– na povaze spojení svařovaných dílů;
— podle počtu průchodů;
– ve směru síly proudu;
— podle polohy v prostoru;
— na provozních podmínkách svařovaného výrobku;
– způsobem zadržování roztaveného kovu;
– podle materiálu použitého pro svařování.
Klasifikace
В зависимости na tvaru sekce svary mohou být:
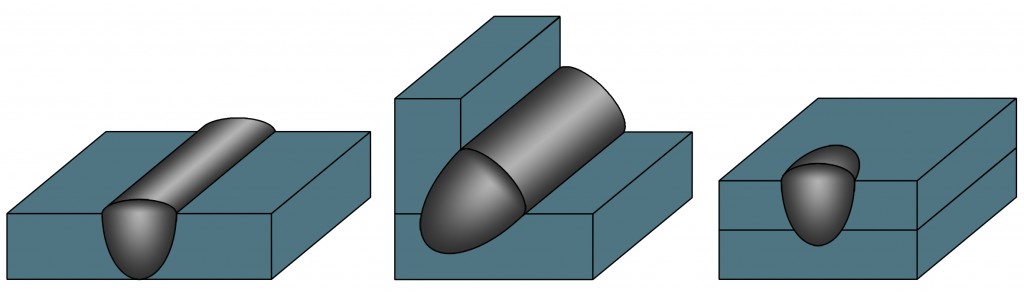
zadek; roh; drážkované (elektricky nýtované).
В зависимости na povaze spojení svařovaných dílů Rozlišují se následující typy svarových spojů:
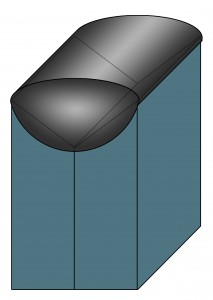
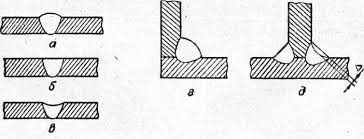
Svařovací švy vzhledu se dělí na:
Konvexní svar Normální svar Konkávní svar
Konvexní svary fungují lépe při statickém (konstantním) zatížení, ale nejsou ekonomické. Normální a konkávní svary jsou vhodnější pro dynamické a střídavé zatížení, protože díky plynulejšímu přechodu od základního kovu ke svaru se snižuje pravděpodobnost koncentrace napětí vedoucí k porušení svaru.
Po dokončení Svařovací švy mohou být jednostranné nebo oboustranné.

Jednostranný šev Oboustranný šev
Podle počtu vrstev svařování může být jednovrstvé nebo vícevrstvé, podle počtu průchodů svary mohou být jednoprůchodové nebo víceprůchodové.
Jedna vrstva, jeden průchod Vícevrstvý Multipass
Vícevrstvý svar se používá při svařování tlustého kovu a také ke snížení tepelně ovlivněné zóny.
Průchod – jediný pohyb zdroje tepla jedním směrem při svařování nebo navařování. Váleček se týká části svarového kovu, která byla nanesena v jediném průchodu.
Svařovací vrstva – svarový kov, sestávající z jednoho, dvou nebo více válečků, které jsou umístěny ve stejné úrovni průřezu svaru. Při svařování je každá vrstva vícevrstvého tupého svaru, kromě výztuže a zadního svaru, žíhána při nanášení další vrstvy. V důsledku tohoto tepelného účinku se zlepšuje struktura a mechanické vlastnosti svarového kovu.
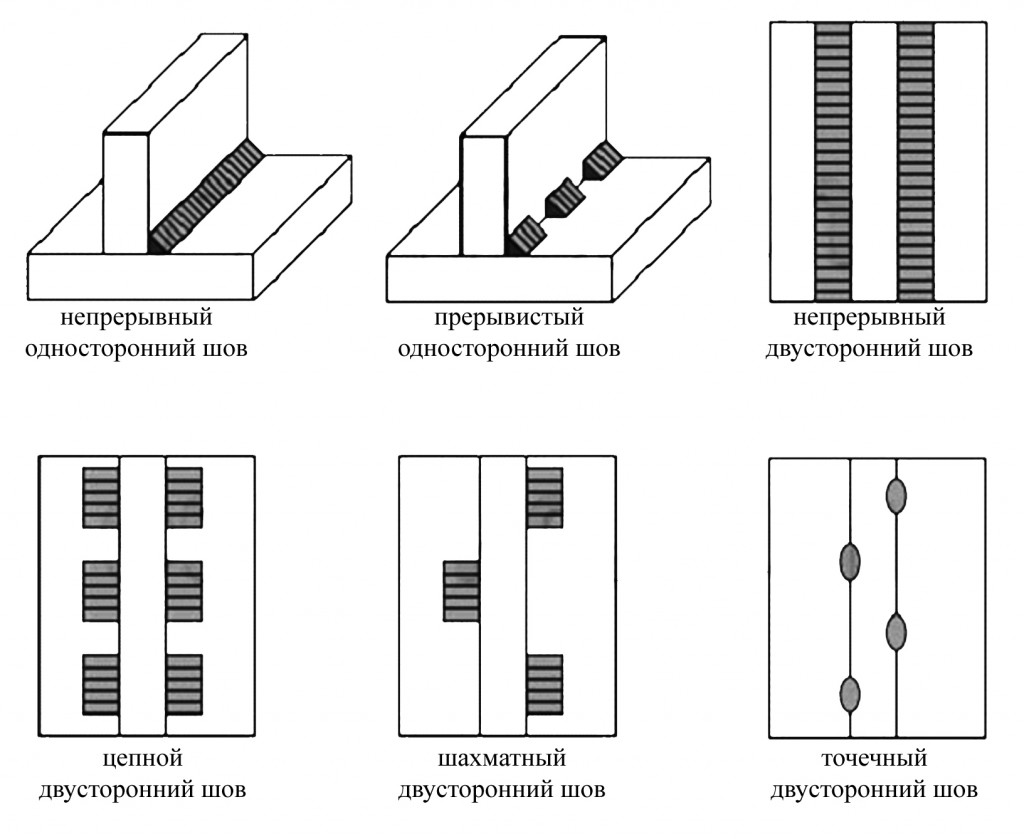
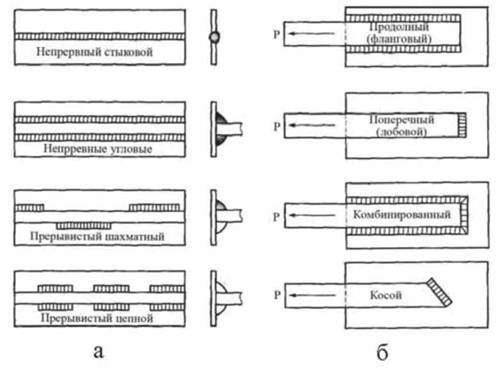
В зависимости od délky svary mohou být spojité nebo přerušované. Tupé švy se obvykle dělají průběžné. Koutové svary lze provádět:
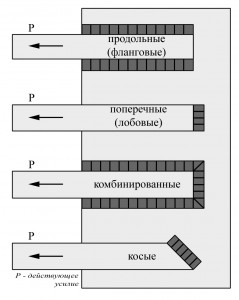
<em>Ve směru síly proudu</em>
Podle tohoto kritéria se svary dělí na:
– podélná (boka) – směr působící síly je rovnoběžný s osou svaru;
– příčné (čelní) – směr působící síly je kolmý na osu svaru;
– kombinované – kombinace podélných a příčných švů;
– šikmý – směr působící síly je umístěn pod úhlem k ose svaru.
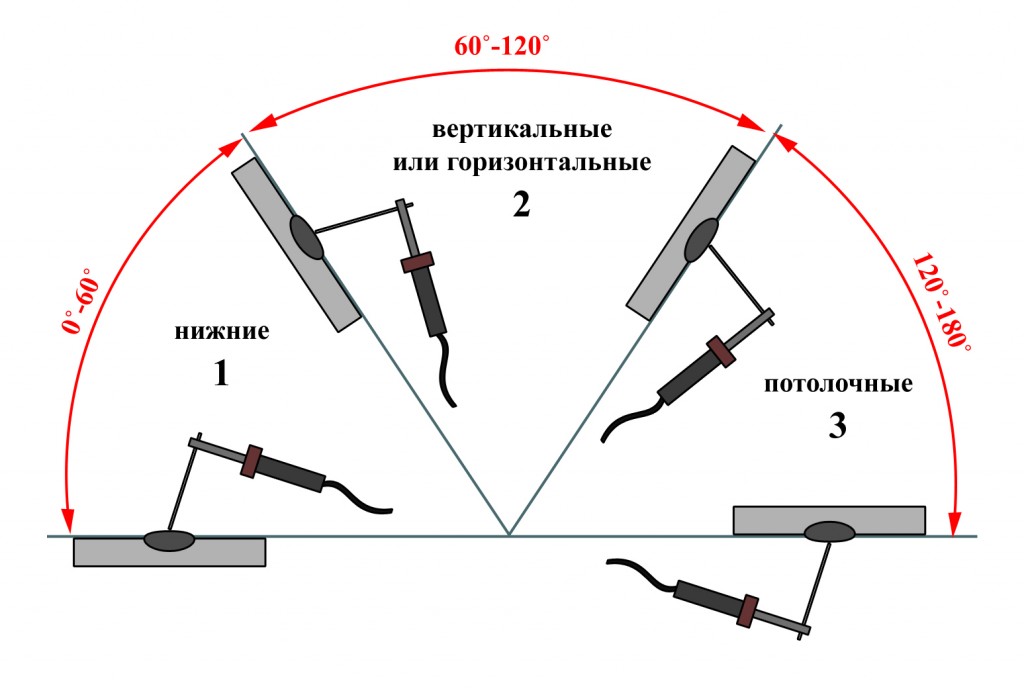
Na pozici v prostoru švy se dělí na:
Do cíle jsou tam svarové švy
В зависимости na provozních podmínkách svařovaného výrobku švy se dělí na:
– pracovníci určení přímo pro břemena;
– nepracovní (vazné nebo spojovací), slouží pouze ke spojování částí svařovaného výrobku.
Podle šířky svary se dělí na
– závitové svary se šířkou švu rovnou nebo o něco větší než je průměr elektrody se provádějí bez příčných oscilačních pohybů svařovací elektrody;
– normální se šířkou
– rozšířené, které se provádějí příčnými kmitavými pohyby elektrody.
Podle způsobu držení roztaveného kovu Švy svarových spojů se dělí na:
– na švech vyrobených bez podšívky a polštářů;
– na vyjímatelných a zbývajících ocelových podložkách;
– na měděné, měděné, keramické a azbestové obložení;
– na tavidlech a plynových polštářích.
Podle konfigurace svaru:
– přímočarý;
– vertikální;
– horizontální;
Podle typu svařování Švy svarových spojů se dělí na:
— švy obloukového svařování (GOST 5264-80);
— švy automatického a poloautomatického svařování pod tavidlem (GOST 8713-79);
— svarové švy chráněné plynem (GOST 14771-76);
— elektrostruskové svarové švy (GOST 15164 – 78);
— elektrické nýtované švy (GOST 14776 – 79);
– kontaktní elektrické sváry (GOST 15878 – 79);
— švy pro svařování plynem;
– švy pájených spojů.
Podle materiálu použitého pro svařování švy svarových spojů se dělí na svarové švy:
– uhlíkové a legované oceli (GOST 5264-80; 14771-76; 15164-78; 8713 – 79 atd.);
– sloučeniny neželezných kovů (GOST 16038 – 70; 14806 – 69);
– bimetalové sloučeniny (GOST 16098 – 70);
– spoje vinylového plastu a polyetylenu (GOST 16310-70).
Související materiály:
Publikováno v: Svařovací technika
Označeno: svarový šev
Autor: Edgar Timer
2 komentář
[…] specifické požadavky na geometrické rozměry svaru – zpětná housenka musí být minimální nebo […]Svařování mosazi argonem – společné řešení potíží – Svarcom 16 v 01:2017 | Trvalý odkaz
[…] Svar je proveden pomocí wolframové elektrody v jedné vrstvě. Pro přísadu můžete použít podobný kus kovu, ale pak budete muset důkladně vyčistit šev a celý výrobek brousit. V jiném případě může být výplňovou tyčí měděný drát, bronzové tyče z bezcínového bronzu značek BrAMts9-2, BrAZhMts10-3-1,5, BrAZHN10-4-4, BrAZh9-4 a BrKMts3-1. Můžete také použít křemíkový (0,5% křemík) mosazný drát. […]Komentáře jsou uzavřeny.

Kovové konstrukce (také: kovové konstrukce, zkr.: MK) je obecný název pro konstrukce z kovů a různých slitin používaných v různých oblastech lidské hospodářské činnosti: stavba budov, obráběcích strojů, velkoplošných zařízení, mechanismů, přístrojů. atd.

Kovové konstrukce umožňují stavbu složitých budov pomocí jednoduchých metod. Kovová konstrukce je prvek nebo konstruktér, který je sestaven ve formě rámu.
Typy připojení
– Překrývající se svařované spoje
Svařované prvky jsou umístěny paralelně a vzájemně se překrývají. Míra překrytí musí být v mezích. Označeno H1, H2.
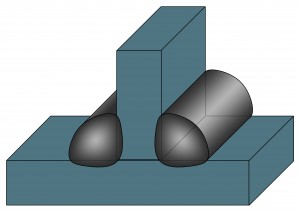
– T-bar svařované spoje
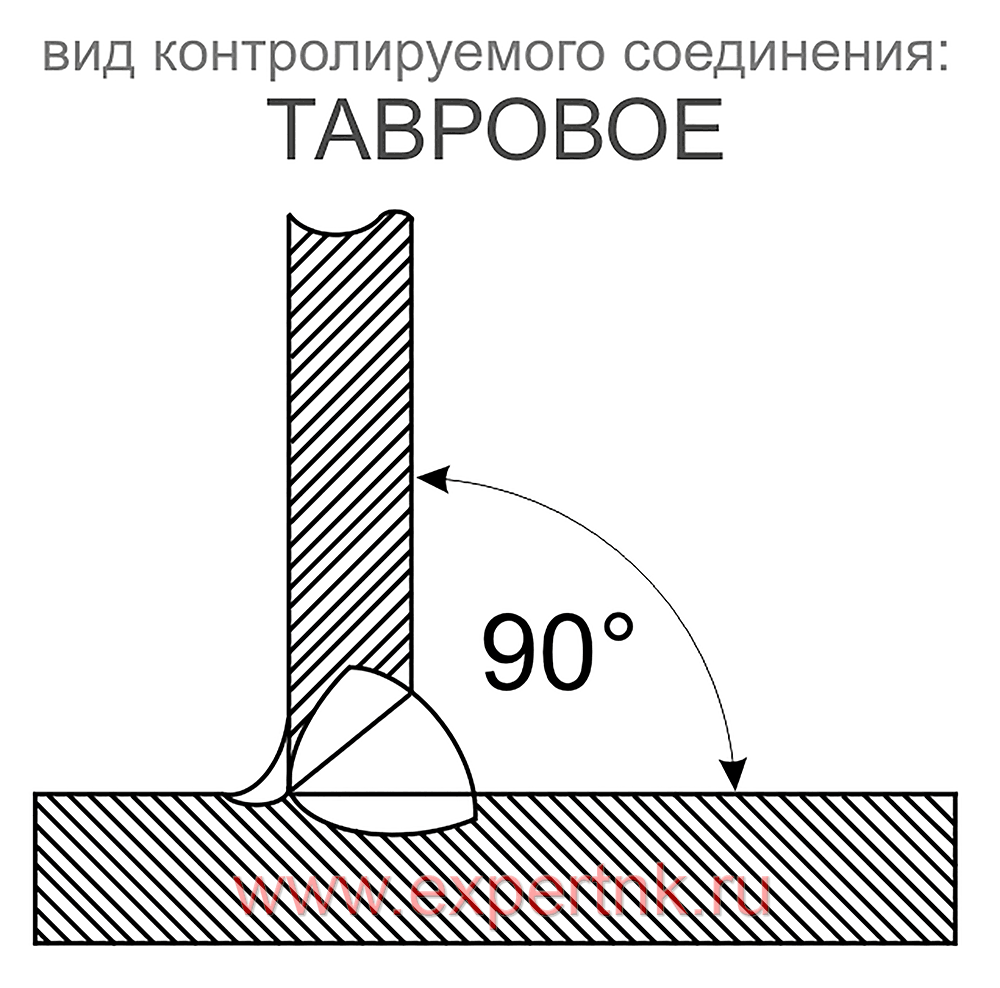


Charakteristickým rysem těchto spojů je to, že jedna ze spojovaných částí je instalována na konci na povrch druhé a svařena, čímž tvoří průřez jako písmeno „ Т “ (označené T3, T 6 atd.).
SVAŘTE NOHA na T-SPOJ

T-spoj výztužné desky

ZNAČKA NEPROVAR

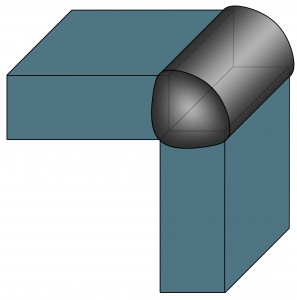
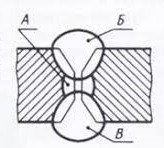
– Roh svařovaný připojení (U)
Svařované spojení dvou prvků umístěných v pravém úhlu a svařených na spoji jejich okrajů.
– Tupé klouby ( С )
Svařované spojení dvou prvků umístěných ve stejné rovině vůči sobě navzájem a sousedících na jejich koncích.
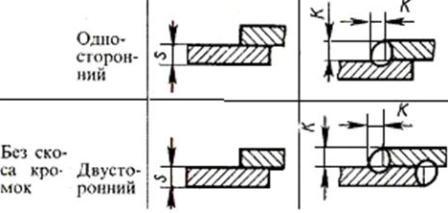
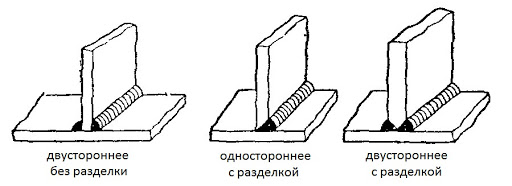
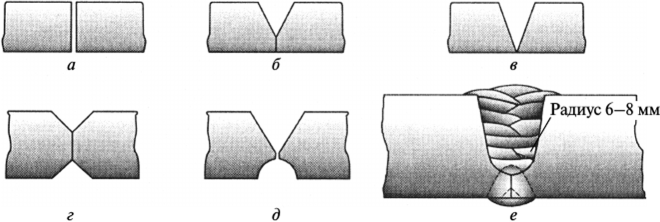
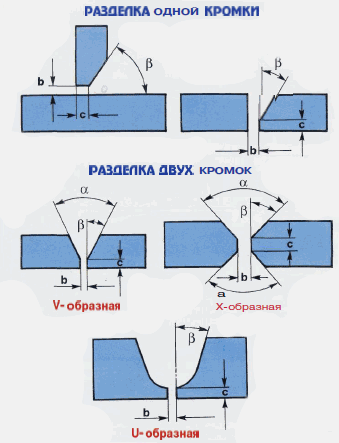
S okrajovými drážkami a bez nich
Svary

1. vzhledu
2. podle počtu vrstev a průchodů
3. o implementaci (technika švu)
4. podle polohy v prostoru
5. podle skutečné síly.
Podle vzhledu se švy dělí na:
1. konvexní
2. нормальные
3. konkávní
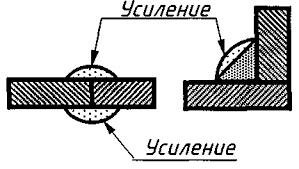
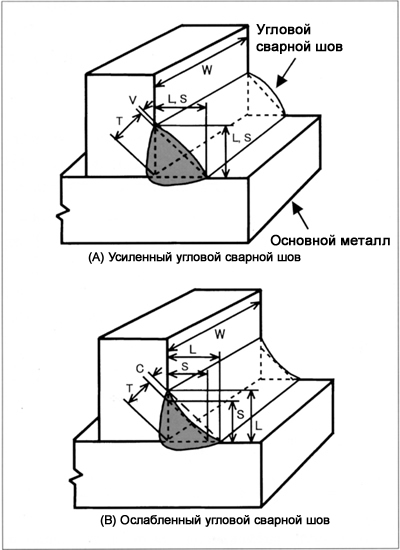
Všechny švy jsou zpravidla vyrobeny s mírným zesílením (konvexní)
Pokud jsou požadovány spoje bez výztuže, mělo by to být vyznačeno na výkrese.
Oslabený (konkávní) jsou provedeny koutové svary, což je také uvedeno na výkresu.
Takové švy jsou nutné pro zlepšení výkonu svarových spojů, například při proměnlivém zatížení.
Tupé svary nejsou v tomto případě oslabeny; manželství! (vada švu)
Zvětšení velikosti svarů oproti specifikovaným vede ke zvýšení hmotnosti svařované konstrukce a nadměrná spotřeba elektrod.
V důsledku toho rostou náklady na svařované konstrukce a zvyšuje se pracnost svařovacích prací.
Podle počtu vrstev a průchodů se rozlišují:
— Jednovrstvé
— Vícevrstvé
— Jednoprůchodový
— M víceprůchodové stehy

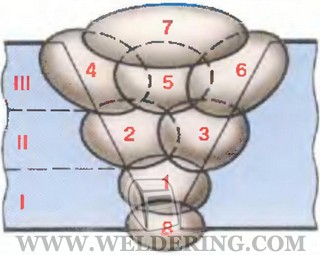
Svarová vrstva – část svarového kovu, která se skládá z jedné nebo více housenek umístěných ve stejné úrovni průřezu svaru.
Bead – svarový kov nanesený nebo přetavený v jednom průchodu.

Při svařování je každá vrstva vícevrstvého švu žíhána při nanášení další vrstvy. V důsledku tohoto tepelného účinku na svarový kov se zlepšuje jeho struktura a mechanické vlastnosti.
podélný (boční), příčný (čelní), kombinovaný, g – šikmý
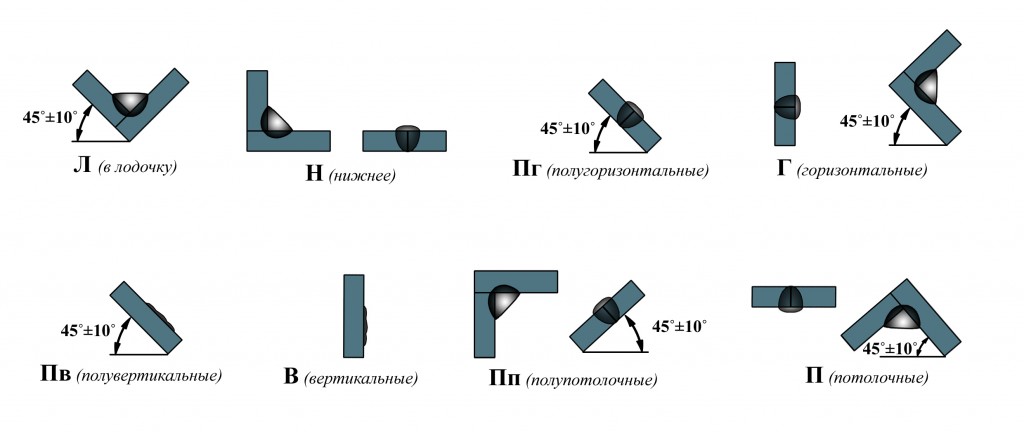
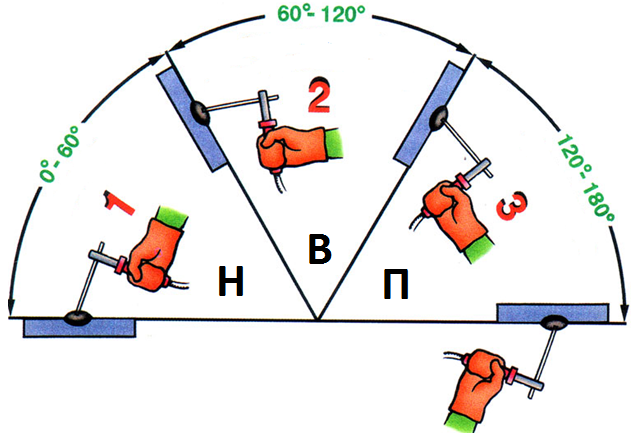
Podle pozice v prostoru:
N – spodní, P – strop, Pp – polostrop, G –
horizontální, Pv – polovertikální, V – vertikální, L – v
člun, Pg – polohorizont
Geometrické parametry svarů

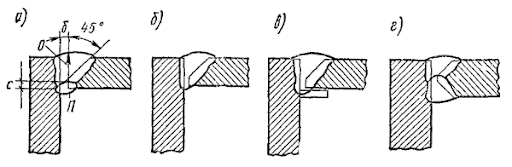
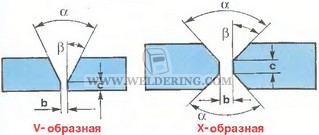
Prvky geometrického tvaru tupého svaru jsou:
tloušťka svařovaného kovu – S
hloubka průniku – h
konvexnost švu – q
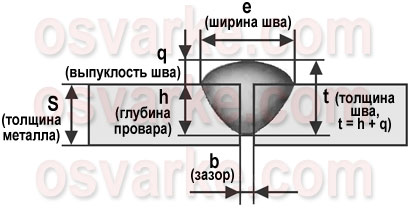
Šířka svaru je vzdálenost mezi viditelnými čárami natavení na čelní straně svaru při tavném svařování.
Konvexnost svaru je určena vzdáleností mezi rovinou procházející viditelnými liniemi rozhraní svaru s obecným kovem a povrchem svaru, měřeno v místě největší konvexity.
Hloubka penetrace (penetrace)
Představuje největší hloubku natavení základního kovu v průřezu svaru. Jedná se o hloubku průniku prvků svařovaného spoje.
Mezera – vzdálenost mezi konci svařovaných prvků.
Instaluje se v závislosti na tloušťce svařovaného kovu.
Šířka svaru a hloubka průvaru závisí na metodě a režimech svařování, tloušťce svařovaných prvků a dalších faktorech.
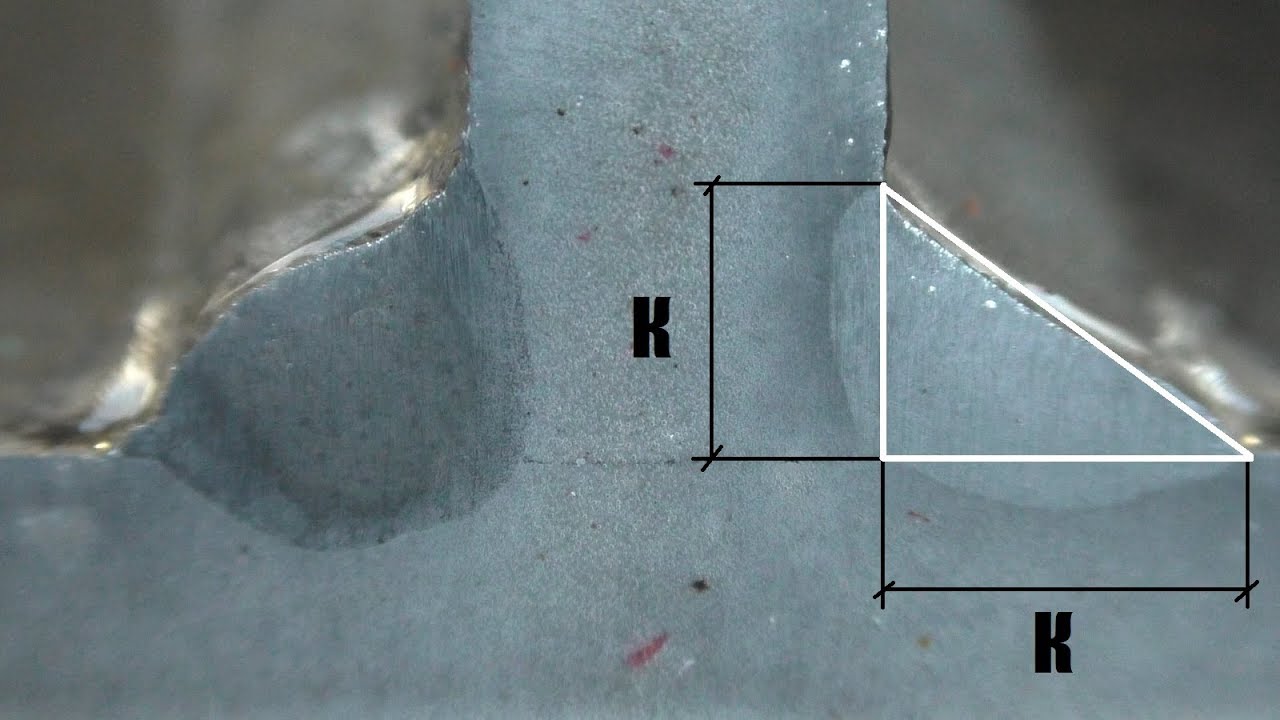
Rohový svar . Noha
Prvky geometrického tvaru koutového svaru jsou:
2. konvexnost švu – q
3. návrhová výška švu – р
4. tloušťka švu – a.
Noha pro koutový svar – nejkratší vzdálenost od povrchu jednoho svařovaného dílu k hranici koutového svaru na povrchu druhého svařovaného dílu .
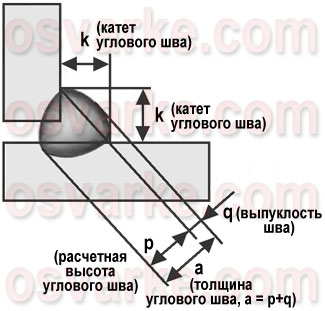
Konvexnost svaru je určena vzdáleností mezi rovinou procházející viditelnými liniemi rozhraní svaru s obecným kovem a povrchem svaru, měřeno v místě největší konvexity.
Odhadovaná výška koutového svaru je délka kolmice spuštěné od bodu maximálního průvaru na spoji protilehlých částí k přeponě největšího pravoúhlého trojúhelníku vepsaného do vnější části koutového svaru.
Výška koutového svaru о je určeno – vzdálenost mezi rovinou procházející viditelnými hraničními liniemi rohu svar se základním kovem a povrch svaru se měří v místě největší konkávnosti.
Pokud je šev dokončen konkávní, poté změřte konkávnost koutového svaru.
Tloušťka koutového svaru je největší vzdálenost od povrchu koutového svaru k bodu maximálního průniku základního kovu.
V závislosti na svařovacích parametrech a formě přípravy svařovaných hran dílů se podíl podílu základních a usazených kovů na tvorbě svaru může výrazně lišit

Noha svarového spoje.
Výpočet ramene v závislosti na tloušťce svařovaných obrobků.
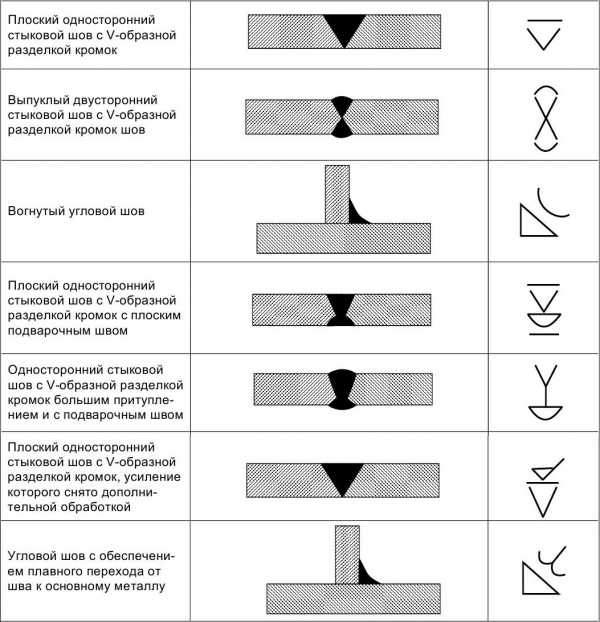
Druhy svarů podle tvaru připravených hran
Pokud vytvoříte nohu koutového svaru bez výpočtů, nesprávně určíte nohu , pak se změní i všechny ostatní parametry pevnosti vlastnosti. Takové spojení ale nebude silnější, než se na první pohled zdá.
S větší šířkou pokrytí se zvětšuje plocha ohřevu dílů a objem roztaveného kovu. V důsledku to může vést k deformaci celého produktu.
Příliš široké švy zvyšují náklady na spotřební materiál.
Výpočet nohy je důležitý při svařování dílů různých tlouštěk, tenkostěnných a tlustých konstrukcí.
V tomto případě je nutné vzít v úvahu parametry tenčího obrobku.
Příliš úzké švy neposkytují dostatečnou pevnost celému spoji a výrobku. To se bere v úvahu zejména při svařování nosných konstrukcí a podlah, které budou vystaveny konstantnímu zatížení.
V průmyslových podmínkách se výpočty pevnosti a parametrů svarových spojů provádějí matematicky pomocí vzorců.
Také v referenčních tabulkách jsou již uvedeny potřebné nohy pro různé tloušťky kovu s přihlédnutím k mechanickým vlastnostem oceli
Pokud svařovací šev nebude vystaven velkému zatížení a samotná konstrukce nenese velkou odpovědnost, lze rozměry odhadnout na základě tloušťky kovu.
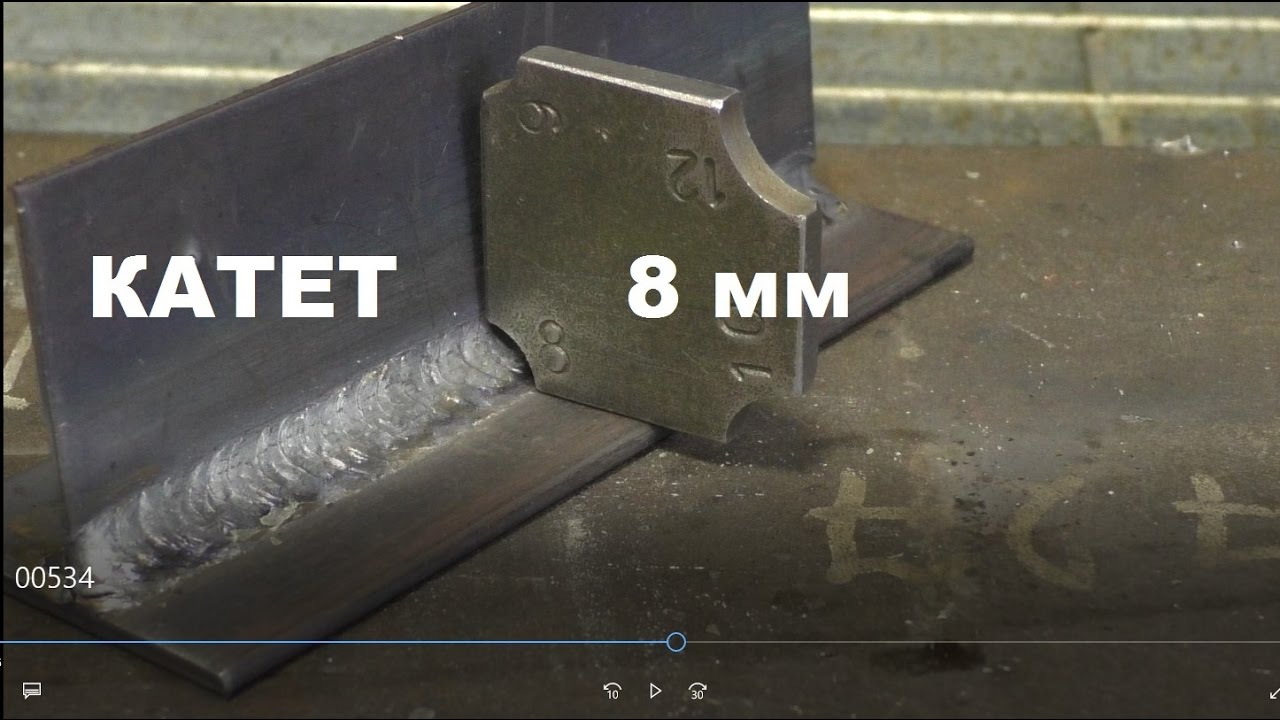
Je nutné svařit dva díly, jejichž tloušťka se pohybuje v rozmezí čtyř až pěti milimetrů. V tomto případě by přibližná noha neměla být větší než 4 mm.
U silnějších obrobků (5-6 mm) je toto číslo maximálně 5 mm.
Přesnější výpočet nohy lze provést pomocí geometrie.
T je délka svarového ramene. T – ?
S – šířka samotného švu z jedné roviny do druhé
Kosinus 45 stupňů se rovná hodnotě 0,7
Na základě toho stojí za to měřit vzdálenost mezi rovinami dílů a vypočítat index nohy.
Například musíte provést výpočty nohy budoucího švu se šířkou
na 4 mm. Za tímto účelem dosadíme do vzorce – T = 4 × 0,7, v důsledku toho získáme indikátor 2,8 milimetrů.
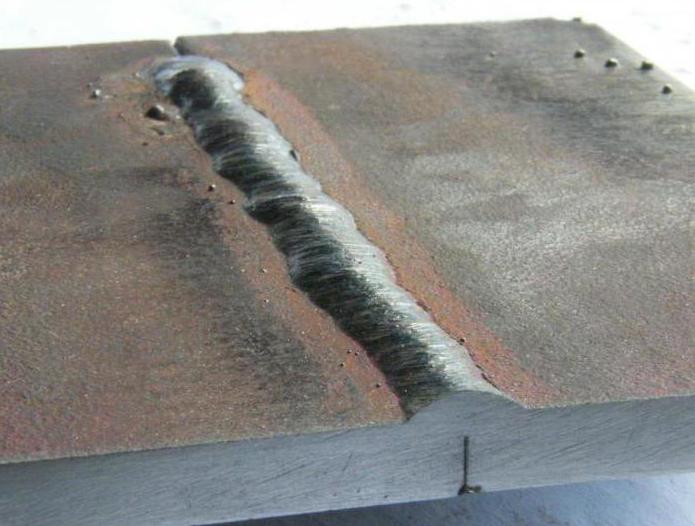
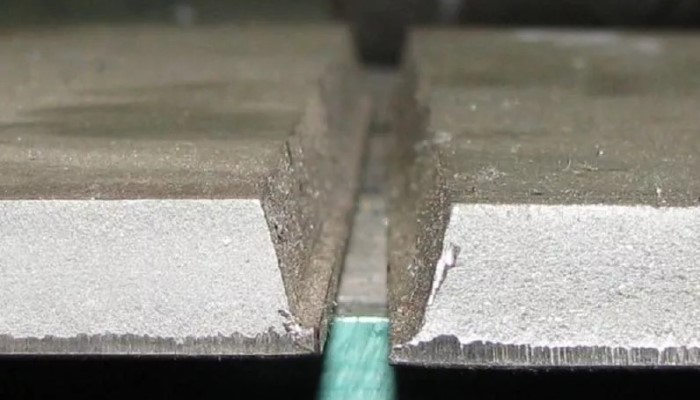
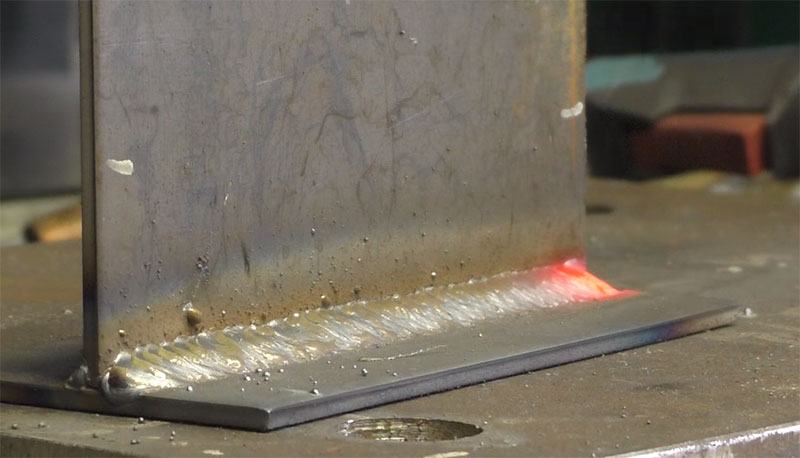
Pokud je mezera, spojení není provedeno správně.. оoptimální geometrie koutového svaru

Takový parametr, jako je noha, ovlivňuje kromě pevnosti i správnou geometrii svarového spoje.

Kvalita a pevnost svaru bude záviset na tom, jak symetricky je svarový kov umístěn na stěnách rohového spoje. Posuny klenby do stran (doleva nebo doprava), příliš velká prohlubeň nebo konvexita jsou nepřijatelné.
Pokud je jedna ze stran švu velmi protáhlá, znamená to, že tavenina je aplikována na jeden z obrobků a druhá rovina je pouze mírně držena.
Na základě toho musí být nohy identické na obou stranách výrobku.
Plochý a natažený tvar indikuje šíření roztaveného kovu po povrchu obrobku a dochází k němu, když je příliš mnoho krátký oblouk (utonutí elektrodou do svarové lázně).

Příliš krátké spojovací nohy přispívají k velkým konvexnost svaru. Kov jednoduše přimrzl na horní části dílů a drželje to křehké, děje se to в následek dlouhý oblouk .

Za ideální se považuje svar s identickými nohami a mírně konvexním tvarem. povrch (je ještě lepší, když má spojení mírnou konkávnost, ale ne u všech provedení je to přijatelné).

Tento výsledek ukazuje, že produkt má spolehlivou kvalitu.

Pouze dodržením svařovací techniky je možné získat šev s optimálními geometrickými parametry.