Technologické vlastnosti svařování plněným drátem
Jaké jsou rozdíly mezi plněným drátem a plným drátem? Je jeden typ elektrody pro svařování lepší než jiný? Jaké jsou výhody a nevýhody jednotlivých typů drátů?
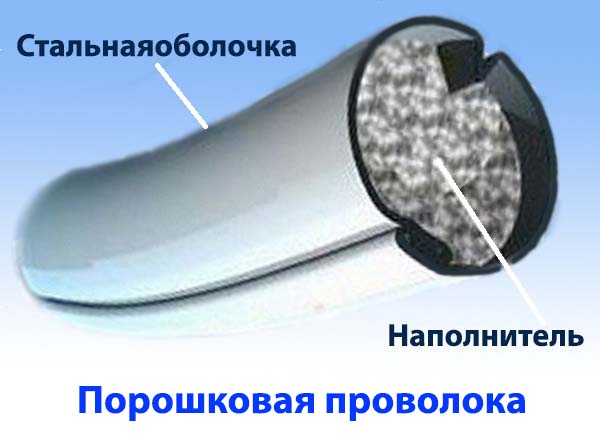
<strong>Elektrody z práškového drátu</strong>
Existují dva typy plněných drátěných elektrod: plynem chráněné a samostíněné. Jak název napovídá, plněný drát se stíněním plynu vyžaduje externí ochranný plyn.
Povlak tavidla na drátu s tavidlem chráněným před plynem tuhne rychleji než roztavený svarový materiál. Vznikne proto jakási polička, která přidržuje roztavenou lázeň při svařování shora nebo svisle nahoru. Při svařování silnějších kovů dobře fungují dráty s ochranným plynem. Jsou také vhodné pro svařování mimo pracoviště. Tento drát usnadňuje odstraňování strusky.
Samostíněné vodiče s tavidlem nevyžadují vnější ochranný plyn. S tímto typem elektrody je svarová lázeň chráněna, protože spalováním tavidla z drátu vzniká plyn. Vzhledem k tomu, že samostínící kabel má vlastní ochrannou clonu a nevyžaduje externí válec, je snadnější jej přenášet.
<strong>Výhody plněných drátěných elektrod</strong>
Existuje několik výhod použití elektrod z plněného drátu. Tyto výhody zahrnují, ale nejsou omezeny na:
- Umožňují vysokou rychlost sedimentace.
- Dobře fungují venku a ve větrných podmínkách.
- Při použití se správnými výplňovými materiály mohou tyto elektrody udělat z FCAW „univerzální“ proces.
- Obecně platí, že drát s tavidlem vytváří čisté, pevné svary.
<strong>Nevýhody plněných drátěných elektrod</strong>
S jakýmkoliv typem metody svařování jsou problémy. Bez ohledu na proces a typ použité elektrody existuje možnost vytvoření částečného tavení mezi základními kovy. Mohou se také objevit vměstky strusky nebo praskliny ve svarech.
Mezi další problémy, které mohou nastat při použití elektrod s plněným drátem, patří:
- Pokud se elektroda dotkne základního kovu a spojí je dohromady, může dojít k roztavení kontaktní špičky.
- Pokud se plyny z oblasti svaru neuvolní dříve, než kov ztuhne, ve svaru se mohou vytvořit díry a stát se porézní.
<strong>Pevné drátěné elektrody</strong>
Pevné drátěné elektrody se používají při svařování kovů v inertním plynu. Tyto elektrody vyžadují ochranný plyn, který je přiváděn z tlakové láhve. Ochranný plyn chrání tavnou lázeň před atmosférickými nečistotami.
Pevné drátěné elektrody jsou často vyrobeny z měkké oceli, která je poměděná, aby se zabránilo oxidaci a zlepšila se elektrická vodivost. Pomědění také pomáhá prodloužit životnost svařovacího kontaktního hrotu.
Plné dráty jsou nejlepší volbou při práci s tenkými materiály, jako je plech. Musí produkovat dobré, čisté svary.
Pevné drátěné elektrody nefungují dobře ve větru. Vystavení ochranného plynu větru může poškodit celistvost svaru.
<strong>Který drát je nejlepší volbou?</strong>
Při porovnávání plněného drátu a plného drátu je důležité poznamenat, že nejlepší volba závisí na konkrétní svařovací úloze a místě. Oba typy drátu, pokud jsou správně provedeny, mohou vytvářet spolehlivé svary s dobrým vzhledem.
Pro tlusté kovy a venkovní práce jsou nejvhodnější dráty s tavidlem. Pro tenké kovy a práce prováděné mimo vítr mohou elektrody z pevného drátu fungovat docela dobře.
Pevné drátěné elektrody používané při svařování MIG nejsou tak přenosné jako plněný drát. To je způsobeno potřebou ochranného plynu v MIGW.
Jak elektrody z plného drátu, tak elektrody s plněným drátem se poměrně snadno používají. Drátové elektrody s tavidlem jsou však dražší.
Definice:
MAG (svařování kovů aktivním plynem) – obloukové svařování stavnou kovovou elektrodou v prostředí aktivního ochranného plynu
MIG (svařování kovů v inertním plynu) – obloukové svařování stavnou kovovou elektrodou v prostředí inertního ochranného plynu (například argon)
GMAW (Gas Metal Arc Welding) – svařování plynovým obloukem stavnou kovovou elektrodou v prostředí ochranného plynu
Volba jakosti a průměru plněného drátu je určena jakostí svařované oceli, požadavky na kvalitu svarového kovu a svarového spoje, polohou svarů v prostoru a dalšími svařovacími podmínkami. V tomto případě se berou v úvahu technologické vlastnosti použití drátu a jeho schopnosti z hlediska režimů svařování a produktivity, jakož i ekonomická proveditelnost. Drát vybraný pro použití podléhá povinnému testování. Kontroluje se soulad faktoru plnění se stanovenými normami upravenými technickými podmínkami.
Základní požadavky Svařovací a technologické vlastnosti plněných drátů jsou následující: oblouk by se měl snadno zapálit a hořet rovnoměrně, bez nadměrného rozstřikování kovu a strusky, usazený kov by měl být rovnoměrně pokryt struskou, která by se měla po ochlazení snadno odstranit a neměl by mít póry, praskliny ani vměstky strusky.
Zvlhčování jádrový drát nepřijatelné. drát, jehož jádro během skladování zvlhlo, by měl být kalcinován při teplotě 230-250 o C po dobu 2-3 hodin Poslední nedoporučuje udělat pro dráty rutil-organického typu, obsahující organické materiály, které se začnou rozkládat při teplotách pod 300 o C. Povrchy svařovaných dílů je nutné před svařováním očistit od nečistot, oleje a rzi.
Při montáži výrobků musí být stehové svařování provedeno buď elektrodami s vysoce kvalitním povlakem nebo práškovým drátem.
Svařování plněným drátem se provádí stejnosměrným proudem s obrácenou polaritou. Před svařováním je nutné provést nastavení režimu použitelné pro zamýšlený svařovaný předmět. Režim svařování je nastaven v tomto pořadí: nejprve zvolte požadovanou rychlost posuvudráty k získání daného proudu, paknastavte průměrnou hodnotu napětí oblouku v doporučeném rozsahu a odpovídající danému režimu spotřeba plynu, pokud se svařování provádí v oxidu uhličitém. Při dodržení doporučeného přesahu proveďte zkušební svařování. V případě potřeby upravte zavedený režim.
Obecná pravidla svařovací techniky, která je třeba dodržovat, zahrnují následující:
- Při svařování zadek práškové sloučeniny vodič by měl být umístěn téměřkolmý výrobek: úhel jeho odchylky od svislé polohy by neměl přesáhnout 15°. Při výkonu Býk и překrývající se připojení jsou vyžadována odolat specifikován úhel náklonu elektrodou ve směru svařování a úhel mezi svislou rovinou (stěnou T-tyče) a drátem by měl být v rozmezí 30-45°.
- Při svařování ve více vrstvách se doporučuje před nanesením každé další vrstvy očistit předchozí vrstvu od strusky. Je třeba vzít v úvahu, že provádění stehů s nohou delší než 10-12 mm v jednom průchodu se nedoporučuje. U švů nad 6-8 mm se doporučuje hladké příčné kmitání elektrody.
- S náhodným útes jiskření nebo selhání podávání drátu vzrušit oblouk následuje v dálce 10-15 mm od bodu zlomu a po zapálení jej přeneste do neroztaveného kráteru.
- Svařování by zastavte náhle přerušením obloukuaby nedošlo k prodloužení převisu.
- Je nutné zabránit jakékoli možné příčině kolísání svařovacího režimu: nestabilní podávání drátu hadicí poloautomatu, nesprávná manipulace s elektrodou, výrazné kolísání síťového napětí apod. Nedoporučuje se svařovat poloautomatem s opotřebovanou tryskou držáku nebo hrotem trysky.
Příčinou pórovitosti může být nadměrný proud, nízké napětí oblouku, nekvalitní montáž kovových konstrukcí (s velkými mezerami mezi svařovanými prvky), vysoký obsah uhlíku a křemíku v základním kovu.
Technika svařování různými typy drátů má své vlastní vlastnosti. Například při svařování rutilově-organickými dráty je nutné zachovat přesah 15-20 mm. Svařování na velký dosah vede k přehřátí drátu, zhoršení mechanických vlastností svarového kovu a vzniku poréznosti. V případě zvýšeného obsahu uhlíku a křemíku ve svařované oceli by mělo být svařování ukončeno po hladkém prodloužení oblouku, jinak je možné bobtnání a póry ve svarovém kráteru. Svařování karbonátovo-fluoritovým drátem vyráběný typ s projekcí 30-50 mm. Při nedostatečně dobré přípravě výrobků pro svařování nebo neúspěšné montáži je snazší svařit mezeru se zvýšeným prodloužením drátu elektrody. Pokud je na povrchu svařovaného kovu znečištění a malá vrstva okují, lze vzniku defektu předejít snížením napětí oblouku na minimální doporučenou hodnotu.
Svislé spoje se doporučuje svařovat pomocí plněného drátu o průměru 2,3 mm nebo méně. Směr svařování při provádění vertikálních švů je zdola nahoru. Touto metodou lze na jeden průchod vyrobit švy dlouhé až 10 mm. Při svařování ve svislé rovině je nutné udělit elektrodě plynulé oscilační pohyby. To zajišťuje příznivý tvar válečku. Při manipulaci s elektrodou je třeba se vyvarovat přerušení oblouku, protože to může vést k defektům ve svaru.
Níže jsou uvedeny některé vlastnosti použití práškového drátu s dodatečnou ochranou proti oxidu uhličitému:
- Svařování se doporučuje používat v uzavřených prostorách. Na otevřených prostranstvích a během instalace je svařování možné za předpokladu, že jsou přijata opatření k zabránění úniku ochranného plynu.
- Svařování v dosahu 35-40 mm musí být provedeno tak, aby vzdálenost od konce drátu k řezu trysky byla do 15-25 mm. Při použití nepáleného drátu je třeba svařování provádět při zvýšeném dosahu až 50 mm. V tomto případě by měla být použita kratší špička náustku.
Pórovitost ve svarech při svařování CO2 může být způsobena:
- zvýšená vlhkost jádra drátu nebo přítomnost silné vrstvy maziva na povrchu drátu;
- přítomnost rzi, okují, vlhkosti a jiných nečistot na okrajích, které mají být svařeny;
- velké množství nečistot (hlavně vlhkost a vzduch) v oxidu uhličitém;
- porušení doporučených režimů svařování;
- nedokonalá ochrana svařovací zóny oxidem uhličitým (vzduch vnikající do svařovací zóny nedostatečným nebo nadměrným průtokem plynu, velká vzdálenost mezi tryskou hořáku a obrobkem, příliš velký úhel sklonu hořáku vůči obrobku, nasávání vzduchu netěsnostmi v hořáku a plynovém potrubí, excentrická poloha drátu vůči trysce hořáku, opotřebení náustku a proudění plynu od hořáku a s tím spojeného proudění plynu).
Dodržování technologických doporučení zaručuje vysokou kvalitu švů a produktivitu při různých podmínkách svařování plněným drátem.
Pokhodnya I.K., Suptel A.M., Shlepakov V.N. Svařování elektrickým obloukem plněným drátem. Moskva, “Mashinostroenie”, 1973, 40 s.