Technologie svařování plynem. Příprava, výběr režimů, technika svařování
Zdrojem tepla při svařování plynem je plamen vznikající spalováním hořlavých plynů v technicky čistém kyslíku. Jako hořlavé plyny se používají acetylen, zemní plyn, propan-butan, benzinové a petrolejové páry atd. Pro snadnost svařování a vysoké teploty plamene se nejčastěji používá svařování acetylenem.
Plynové svařování a navařování je v následujících polohách horší než svařování elektrickým obloukem.
-
- 1) Velká tepelně ovlivněná zóna vede k velkým deformacím součásti při svařování.
- 2) Náklady na plyn jsou vyšší než náklady na elektřinu.
- 3) Obtížnost mechanizace a automatizace.
- 4) Nižší produktivita, protože maximální teplota v zóně hoření plynu (acetylenu) je 3150 °C a v zóně hoření elektrickým obloukem – 6000 °C.
- 5) Nebezpečí výbuchu hořlavých plynů a kyslíku.
I přes tyto nevýhody je svařování plynem hojně využíváno při opravách strojů, protože. efektivní pro svařování tenkých plechových materiálů kabin, nástaveb, nádrží a radiátorů, litinových a hliníkových dílů, pro opravy a montáže potrubí. Výhody svařování plynem jsou jednoduchost a vysoká přepravitelnost zařízení, schopnost vykonávat práci v nepřítomnosti elektrické sítě a snadnost regulace procesu během svařování. Neméně důležitá je možnost použití plynového plamene pro pájení a řezání kovů.
Acetylen-kyslíkové svařování se provádí (obr. 2.46) spalováním acetylenu v kyslíku přiváděném z kyslíkové láhve a v kyslíku přítomném ve vzduchu.
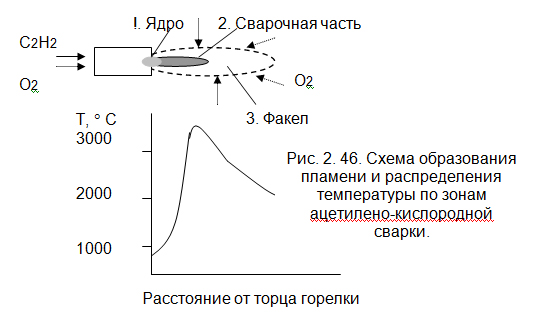
V 1. zóně, v tzv. jádru, se směs zahřívá až do zapálení a dojde k částečnému rozkladu molekul acetylenu:
Ve 2. zóně, nazývané svařovací část, se acetylen spaluje v čistém kyslíku dodávaném z válce:
C2 + H2 + O2 ® CO + H2.
Ve 3. zóně, nazývané pochodeň, acetylen hoří ve vzdušném kyslíku:
CO + H2 + O2 ® CO2 + H2O.
V závislosti na přívodu kyslíku lze získat normální, oxidační a nauhličující plameny. Při normálním plameni palivo zcela shoří; to vyžaduje poměr kyslíku k acetylenu 2,5:1, přičemž 1,1. 1,15 z toho pochází z válce a zbytek kyslíku pochází ze vzduchu. Oxidační plamen (přebytek kyslíku) se používá pro řezání kovů a pro svařování mosazných dílů. Nauhličovací plamen (s přebytkem acetylenu v plynné směsi) se používá při svařování litiny, hliníku a nízkouhlíkových ocelí.
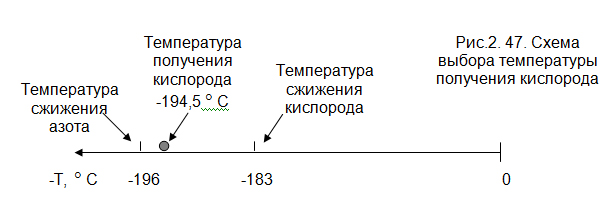
Kyslík se získává (obr. 2.47) hlubokým ochlazením vzduchu na teplotu -194,5 °C. Při této teplotě bude kyslík již v kapalném stavu (jeho teplota zkapalnění je -183 ° C) a dusík bude stále v plynném stavu, protože jeho teplota zkapalnění je ještě nižší (-196 ° C).
Kyslík je skladován v lahvích (modré nebo modré barvy) při počátečním tlaku 15 MPa. Nejčastěji se používají 40litrové válce a pro malé objemy práce – 5 a 10litrové válce. Před prací je na válec umístěn reduktor kyslíku, pomocí kterého je tlak kyslíku přiváděný do plynového hořáku (0. 2 MPa) nebo kyslíkového řezáku (0,4. 1 MPa) instalován a automaticky udržován během operace.
Oleje a tuky v kyslíkové atmosféře mohou samovolně vzplanout, Proto při práci musíte přijmout zvláštní opatření: nedovolte na pracovišti špinavé hadry a mastné hadry, pracujte v nemastných rukavicích.
Acetylen C2H2 se vyrábí reakcí karbidu vápníku CaC2 s vodou:
CaC2+ H2O® C2H2 + Ca (OH)2.
Z 1 kg technicky čistého karbidu vápníku se získá 230. 300 litrů acetylenu.
Generátory acetylenu se vyrábějí podle různých schémat:
1. „Karbid do vody“ – karbid vápníku z bunkru, v závislosti na tlaku acetylenu, periodicky proudí podavačem do vody. Tyto generátory jsou nejproduktivnější a nejméně výbušné.
2. „Voda na karbidu“ – voda je přiváděna do retorty s karbidem vápníku v závislosti na tlaku acetylenu. Tyto generátory jsou malokapacitní, přenosné, nízkotlaké.
3. „Ponoření“ a „vytlačení“ – v závislosti na tlaku acetylenu v prvním případě při překročení tlaku vystoupí z vody koš s karbidem vápníku a ve druhém se voda vytlačí z karbidu vápníku do odpovídající nádobu. Jedná se také o malokapacitní a přenosné generátory.
4. Kombinovaná schémata.
K ochraně generátorů acetylenu před explozí při zpětném vzplanutí plamene se používají bezpečnostní vodní uzávěry.
Na základě tlaku se generátory acetylenu dělí na:
– nízký tlak (0…001 MPa);
-střední tlak (0…01 MPa);
-vysoký tlak (> 0,15 MPa).
Acetylen ve stlačeném stavu (3 MPa) lze skladovat ve 5, 40 a 10 litrových lahvích (bílá barva). Vzhledem k tomu, že acetylen je výbušný a požárně nebezpečný, jsou vyžadována zvláštní opatření pro skladování. Acetylen se velmi dobře rozpouští v acetonu (5:23) a v rozpustném stavu neexploduje při tlacích do 1 MPa a pokud je ve válci porézní hmota (aktivní uhlí, pemza, . ) neexploduje při velmi vysokých tlacích (nad 1,6 MPa ). Velmi efektivní je použití lité porézní hmoty (LPM) ve válcích. Kromě zvýšeného nebezpečí výbuchu absorbují 16litrové lahve s hmotností CVL až 40 kg acetylenu as aktivním uhlím pouze 7,4 kg.
Na principu směšování plynů mohou být svařovací hořáky vstřikovací nebo bezvstřikové. U vstřikovacích hořáků je kyslík pod tlakem 0,2. 0,4 MPa přiváděn přes regulační ventil do vstřikovače, jehož podélnými drážkami je nasáván acetylen, jehož průtok je rovněž regulován ventilem. Hořáky mají až 9 vyměnitelných hrotů, což umožňuje svařovat kovové díly různých tlouštěk. Čím větší je číslo hrotu, tím větší je průměr vrtání hořáku a tím i spotřeba plynu, takže můžete svařovat díly o větší tloušťce. V závislosti na tloušťce dílu se volí rozsah průtoku plynu ( číslo hořáku), a při procesu svařování se otáčením acetylenového ventilu hořáku přesněji volí optimální výkon spalování a pomocí ventilu přívodu kyslíku se volí požadovaný typ plamene (neutrální, oxidační nebo redukční). U bezinjektorových hořáků se hořlavý plyn a kyslík přivádějí pod stejným tlakem (0. 05 MPa) do směšovací komory, vyjdou z náustku a hoří. Tyto hořáky jsou méně univerzální, obtížně se ovládají a používají se pro svařování velmi tenkých materiálů.
Technologie svařování plynem.
Průměr přídavného drátu d se volí v souladu s tloušťkou svařovaného kovu h:
Výkon hořáku se volí v závislosti na tloušťce h svařovaných dílů a tepelné vodivosti k materiálu. Hodinová spotřeba acetylenu A je určena vzorcem:
kde h je tloušťka součásti v mm;
k – koeficient měrné spotřeby acetylenu v litrech pro dobu svařování (hodinu) na jednotku tloušťky dílu, l/h x mm (k = 100. 120 l/h x mm – ocelové díly; k = 110. 140 l /v x mm – litinové díly k=60. 100 l/h x mm – hliníkové díly;
S rostoucí tloušťkou svařovaného kovu je nutné zajistit větší koncentraci tepelné energie a tím i větší úhel sklonu hořáku (obr. 2) k povrchu svařovaného dílu.
Na základě hodinové spotřeby plynu se volí číslo hrotu plynového hořáku (tab. 2.1).
Výběr hrotů plynových hořáků.
Technologie svařování plynem zahrnuje dobrou přípravu dílů pro svařování, volbu požadované metody svařování plynem, volbu režimů svařování plynem (požadovaný výkon svařovacího hořáku), průměr přídavného drátu a správné provedení techniky svařování plynem. Všechny tyto body je třeba vzít v úvahu, aby se dosáhlo dobré kvality svařování.
Průměr svařovacího drátu se volí na základě tloušťky svařovaného kovu a zvolené metody svařování. Více informací o výběru přídavných materiálů je uvedeno na stránce: „Přídavné materiály pro svařování plynem. “Výběr svařovacího drátu”.
Volba způsobu svařování závisí na tloušťce svařovaných hran a prostorové poloze svarového spoje. Více podrobností o tom lze nalézt na stránce “Metody svařování plynem”.
Dále se budeme zabývat technologickými aspekty svařování plynem, jako je příprava svarových hran pro svařování, výběr svařovacích režimů a svařovací techniky.
Příprava svarových hran pro svařování plynem
Příprava svarových hran zahrnuje jejich očištění od olejových filmů, nátěrů, okují, nečistot a prachu, rzi, jakož i řezání pro svařování a jejich slepení krátkými švy.
Čištění svarových hran pro svařování plynem
Před svařováním plynem se čistí nejen samotné svarové hrany, ale i místa v jejich těsné blízkosti. Šířka čištěné plochy je 20-30 mm na každou stranu spáry.
K čištění dobře poslouží plamen svařovacího hořáku. Při zahřátí hořákem se z kovu uvolní vodní kámen a spálí se barva a olej. Poté se povrch svařovaných hran a blízké oblasti pečlivě očistí kovovými kartáči nebo brusným papírem. Čištění se provádí tak dlouho, dokud se na svařovaných plochách neobjeví kovový lesk. Často jsou svařované díly kvůli čištění otryskány brokem nebo pískem.
V případech, kdy není možné odstranit znečištění pomocí kartáčů (např. při svařování hliníku je odstraňování oxidových filmů obtížné), jsou svarové hrany a oblasti v jejich blízkosti očištěny speciálními pastami na bázi kyseliny nebo leptány kyselinou. Po leptání je nutné opláchnout a osušit okraje.
Břity pro svařování plynem
Svařované hrany se připravují v závislosti na typu svarového spoje. Typ svarového spoje je určen vzájemnou polohou spojovaných dílů. Nejtypičtějším typem svařování plynem jsou tupé svarové spoje.
.jpg)
Kovy malé tloušťky (do 2 mm) se svařují natupo s lemováním hran a bez použití přídavného materiálu (schéma a) na obrázku) nebo bez lemování hran a bez mezery (schéma b) na obrázku), v tomto případě se používá přídavný materiál.
Kov o tloušťce 2 mm až 5 mm je svařen od konce k konci, aniž by se ořezávaly hrany, ale ponechala se mezi nimi mezera (schéma b) na obrázku). Pokud je tloušťka svarového kovu větší než 5 mm, použije se drážka ve tvaru V nebo X (schéma g na obrázku). Celkový úhel otevření hrany by měl být 70-90°, aby bylo zajištěno dobré pronikání kořene svaru.
Při svařování tenkých kovů plynem se často používají rohové spoje (schéma d) na obrázku). Technologie plynového svařování těchto spojů umožňuje svařování bez použití přídavného drátu. Ke vzniku svarového švu dochází v důsledku roztavení svařovaných hran.
Přeplátované svarové spoje a T-spoje (schémata e) a d) na obrázku se používají pouze v případech, kdy je tloušťka svarového kovu menší než 3 mm. Při svařování tlustého kovu dochází při nerovnoměrném lokálním ohřevu k deformacím a pnutím při svařování, což může způsobit vznik horkých trhlin nebo studených trhlin při svařování ve svarovém kovu a v tepelně ovlivněné zóně.
Přípravu hran ve svařovaných dílech lze provádět ručně, pneumatickým dlátem, na frézkách nebo na speciálních strojích na hoblování hran. Ale ekonomicky nejschůdnější metodou je řezání kyslíkem (ruční nebo mechanizované). V tomto případě musí být okuje a struska po řezání očištěny do kovového lesku.
Svařování hran svařovaných dílů před svařováním plynem
Technologie svařování plynem zahrnuje lepení dílů před svařováním, aby se zabránilo změnám polohy dílů nebo vzniku mezer mezi nimi během procesu svařování kovů.
Délka příchytných svarů a vzdálenost mezi nimi jsou určeny tloušťkou kovu, tvarem a délkou svaru. Při svařování dílů malé tloušťky a s krátkou délkou svaru se provádí stehové svary dlouhé 5-7 mm ve vzdálenosti 70-100 mm od sebe.
V případě svařování tlustého kovu a dlouhých svarů je délka cvočků 20-30 mm a doporučená vzdálenost mezi cvočky je 300-500 mm.
Výběr režimů svařování plynem
Pokud zvolíte režimy svařování plynem se řídí jakostí svařovaného kovu nebo slitiny a jejich tloušťkou. Stejně jako typ a účel svařovaného výrobku. Mezi hlavní charakteristiky režimu svařování plynem patří: výkon svařovacího hořáku, typ plynového plamene, značka a průměr přídavné tyče nebo drátu, metoda svařování plynem a technika svařování.
Volba výkonu svařovacího hořáku
Tepelný výkon svařovacího hořáku je určen průtokem acetylenu, který jím prochází. Požadovanou spotřebu acetylenu lze určit pomocí vzorce:
Q=AS, kde Q je spotřeba acetylenu, l/h; S – tloušťka svařovaného kovu, mm; A je koeficient, který se počítá empiricky. Při svařování uhlíkových ocelí je koeficient A = 100-130 l/(h*mm); při svařování mědi A=150 l/(h*mm), při svařování hliníku A=75 l/(h*mm).
Doporučený výkon plamene pro správný způsob svařování plynem je stanoven spotřebou acetylenu 120-150 l/h a pro levý způsob svařování je spotřeba acetylenu stanovena na základě 100-130 l/h na milimetr tloušťky svařovaného kovu.
Je důležité mít na paměti, že zvýšení spotřeby acetylenu vede ke zvýšení výkonu svařovacího hořáku. Pokud je ale příliš silný, hrozí propálení kovu. Výkon musí být optimální a s tím je třeba počítat.
Výkon plynového plamene je regulován výměnnými koncovkami, které jsou součástí svařovacích hořáků.
Technika svařování plynem. Jak svařovat plynovým svařováním?
Od toho správného techniky svařování plynem závisí na tom jak kvalita svařování, tak jeho produktivita. Technika svařování zahrnuje polohu svařovacího hořáku a směr jeho pohybu. Dále analyzujeme oba tyto body, abychom pochopili, jak správně svařovat pomocí svařování plynem.
Poloha svařovacího hořáku při svařování plynem
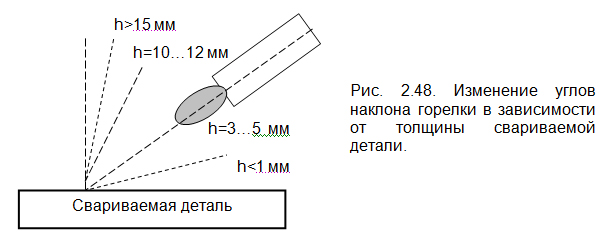
Poloha plynového svařovacího hořáku je určena jeho úhlem sklonu vzhledem k povrchu svařovaných dílů. Úhel trysky hořáku je ovlivněn tloušťkou svařovaných dílů a tepelnou vodivostí svařovaného kovu. Pro velké tloušťky kovu a vysokou tepelnou vodivost se doporučuje zvětšit úhel hořáku.
.jpg)
Velký úhel hořáku umožňuje soustředění ohřevu kovu na jedno místo díky přívodu velkého množství tepla na malou plochu. Změna úhlu hořáku umožňuje změnit rychlost ohřevu kovu.
Obrázek vpravo ukazuje doporučené úhly trysky hořáku v závislosti na tloušťce svařovaného kovu. Doporučené úhly v grafu jsou uvedeny pro svařování železných kovů. Při svařování neželezných kovů, zejména při svařování mědi a při svařování hliníku, by měl být doporučený úhel mírně zvýšen (asi o 15°), protože Tyto kovy mají vysokou tepelnou vodivost.
Na samém začátku procesu svařování se hořák nastaví na maximální úhel, aby se zajistil dobrý ohřev kovu, poté se úhel sníží na doporučenou hodnotu. Na konci svařovacího procesu se doporučuje postupně snižovat úhel sklonu, aby se lépe provádělo kráterové svařování a eliminovalo se možné vyhoření kovu.
Pohyb plynového hořáku při svařování
.jpg)
Při svařování kovů se tryska svařovacího hořáku pohybuje ve dvou směrech: příčně (tento směr je kolmý k ose svaru) a podélně (podél osy svaru). Základním svařovacím pohybem je podélný pohyb. Příčný pohyb je pomocný, ale je nutné rovnoměrně zahřát svařované hrany a zajistit požadovanou šířku svarového švu.
Způsoby příčného pohybu jsou znázorněny na obrázku vlevo:
a) pohyb s odděleným hořákem;
b) spirálový pohyb;
c) srpkový pohyb;
d) vlnitý způsob pohybu.Navařování kovů pomocí proudu plynového plamene se nerozšířilo kvůli výskytu velkých deformací během svařování. Navařování plynovým plamenem našlo uplatnění při navařování s litými tvrdými slitinami.
Další související materiály:
c) taina-svarki.ru
Publikování materiálů stránek na internetu je možné pouze v případě, že uvedete aktivní odkaz na stránku taina-svarki.ru Použití obrázků je možné pouze tehdy, pokud na ně uložíte název domény taina-svarki.ru. Autor na Google+



.jpg)
.jpg)
.jpg)