Klasifikace elektrod podle typu povlaku – poradenství od specialistů internetového obchodu SVARLAND

Potřebujete svářečské práce ve výrobě provádět ručně nebo poloautomaticky? Chcete nakoupit materiály pro svůj osobní svářecí stroj? Prodejna „Welding“ nabízí produkty od známých evropských firem Wallius, Selco, které zaujímají přední místa mezi výrobci svařovací techniky, pro poloautomatické svařování (MIG-MAG); ruční svařování (MMA); svařování argonem (TIG) a řezání plazmou. Nabízíme vše potřebné pro svařovací proces: plynové hořáky, drát, elektrody, svářečská technika, plněné plynové lahve v naší prodejně. Cena našich produktů osloví každého, kdo oceňuje spolehlivost a kvalitu. Ruční obloukové svařování v garáži nebo venkovském domě, kde je síť vystavena napěťovým rázům, lze provádět pomocí námi nabízených svařovacích invertorů. Vaří i při 150 voltech! S nimi bude svařovací proces v silách začínajícího svářeče. Nevíte co si vybrat? Manažerská konzultace odhalí všechna tajemství správného výběru svařovacího zařízení a spotřebního materiálu. Naše telefonní čísla, adresy a dotazovací formulář jsou v horní části stránky. Pochopení rozmanitosti svařovacích materiálů není snadný úkol: který si vybrat, na co věnovat zvláštní pozornost? Technická literatura uvádí standardizovaná označení. Chcete-li porovnat elektrody a vybrat tu správnou, zvažte jejich typy.
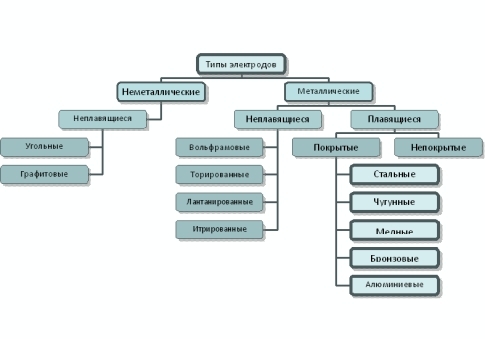
Okamžitě udělejme výhradu, že v raných fázích vývoje svařovacích technologií byly používány kovové elektrody bez povlaku. Později byly přeměněny na spojitý kovový drát, svařování s ním se provádí v prostředí ochranného plynu. Pro svařování ocelí a jejich slitin jsou nejrozšířenější kovové tavné elektrody s povlakem, který se nanáší máčením nebo povlakem a je kombinací složek, které svaru poskytují určité vlastnosti. Jsou klasifikovány podle typu povlaku podle GOST 9466-75.
Druhy povlakování elektrod
Označení elektrod podle státních norem určuje jejich hlavní charakteristiky. V závislosti na svařovacích charakteristikách a typech povlaku je lze rozdělit na:
| Typ povlaku | Charakterizace | GOST 9466‐75/ISO (mezinárodní označení) | Značky elektrod (příklad) | Poznámka |
|---|---|---|---|---|
| hlavní | Šev je vysoce kvalitní; oblouk je krátký; svařovací proud – konstantní, obrácená polarita; Ochrana svarové lázně je dobrá. | B/B | SSSI 13/45 SSSI 13/55 SM-11 | Používá se pro svařování nádob/potrubí pracujících pod přetlakem (ovládání Rostechnadzor) |
| Rutil | Spalování oblouku je stabilní; DC/AC proud; šev je vysoce kvalitní; uspokojivá ochrana svarové lázně. | Р/R | MR-3 OZS-12 OZS-4 | Struktury pod vedením Rostechnadzor |
| Surové | Oblouk je nestabilní; vysoká toxicita procesu; sklon k tvorbě pórů; cákání kovu; DC/AC proud. | A/A | TsM-7 SM-5 OMM-5 | Oceli s nízkým obsahem uhlíku, malé tloušťky |
| Celulózový | DC/AC proud ve všech prostorových polohách švu; svařování bez přehřátí; Rozstřikování (velké ztráty). | C/S | CC-1 WCC-4A OMA-2 | Doporučeno pro svařování v terénu |
Poměr průměru elektrody k průměru její tyče určuje tloušťku povlaku. Existují produkty s tenkým (M), středním (C), silným (D) a extra silným (G) povlakem. Poslední tři skupiny poskytují nejlepší kvalitu švu. Průměr elektrod se pohybuje od 1,6 do 12 mm. Navíc se pro navařování používá 6 – 12 mm, pro svařování méně než 6 mm. Podívejme se blíže na typy povlaků.
Základní nátěr
Hlavním typem povlaku je struskový základ obsahující uhličitany Ca a Mg a kazivec. Tato povlaková kompozice zajišťuje nízkou přítomnost vodíku ve svaru. To je nepostradatelná kvalita pro svařování vysoce uhlíkových ocelí podléhajících zdokonalování a kalení. V ostatních případech vodík uvolněný při procesu svařování proniká do tepelně ovlivněného prostoru a může způsobit praskliny. Elektrody mají jádro vyrobené z nízkouhlíkového drátu Sv-08 (nebo Sv-08A). Fyzikálními vlastnostmi tento svařovací materiál odpovídá typu E42A – E50A (klasifikace, která určuje vlastnosti švu: 42 – 50 kgf/mm² – min. dočasná pevnost v tahu). Svařování lze provádět v libovolném místě švu. Vhodné pro vysoce uhlíkové a legované oceli. Funguje uspokojivě s významnými velikostmi švů. Pokud je na kovovém povrchu vodní kámen, rez nebo vlhkost, pak je vysoká pravděpodobnost tvorby pórů v místě svařování. Stabilita oblouku je menší než u všech ostatních typů povlaků (stejnosměrný proud, obrácená polarita). Před svařováním se doporučuje elektrody kalcinovat (t=345 – 405°C).
Rutilový nátěr
Základem těchto svařovacích materiálů je drát Sv-08, povlak rutilových elektrod obsahuje především oxid titaničitý. Poskytuje vysokou stabilitu oblouku a používá se pro vertikální a stropní spoje. Byla zaznamenána skutečnost vysoce kvalitního svařování na povrchy opatřené základním nátěrem až do tloušťky 25 mikronů. Při svařování rutilovými elektrodami je toxicita nízká a nedochází k velkému rozstřiku kovu. Jimi svařované spoje mají zvýšenou pevnostní únavu. Elektrody odpovídají třídám E42 – E46. Rutilové elektrody jsou odolné vůči tvorbě trhlin a pórů ve svarovém kovu, nejsou však vhodné pro provádění T-svarů při zvýšených hodnotách mezery. Nedoporučují se pro svařování tenkých kovů a zvyšování hodnot svařovacího proudu. Jsou-li elektrody vlhké, musí být vysušeny při t=200°C svařovací proces lze provést až následující den.
Kyselý povlak
Základem je nízkouhlíkový drát Sv-08. Chemické prvky obsažené v nátěru jsou manganová ruda, oxid křemičitý, oxidy železa. Mezi výhody patří absence pórů při provádění svařovacího procesu proti rzi a okuje, oblouk je stabilní, snadné zapálení při 60 – 70 V na transformátoru, výrazná produktivita při jakékoliv poloze svaru v prostoru. Nevýhody: rozstřik kovu, toxicita, sklon k vytváření pórů a prasklin. Kyselé potahování elektrod je použitelné pouze pro svařování nízkouhlíkových nelegovaných ocelí a odpovídá jakosti E38 – E42.
Celulózový povlak
Základem takových povlaků jsou organické látky, které při hoření uvolňují ochranné plyny pro svarovou lázeň. Takové elektrody nepřispívají k tvorbě pórů, vytvářejí stabilní oblouk a umožňují svařování v jakékoli poloze švu. Mezi nevýhody patří: zvýšený obsah vodíku ve svarové zóně, což přispívá k výskytu horkých a studených trhlin ve svařovaném kovu; výrazné šplouchání. Rozsah použití tohoto svařovacího materiálu je instalace hlavních potrubí. Průnik kořenového svaru. Značky elektrod jsou regulovány vnitropodnikovými normami nebo technickými specifikacemi. Mluvili jsme o hlavních typech potažených spotřebních ocelových elektrod a čekáme na otázky týkající se nákupu materiálů, které potřebujete. Naši manažeři vám pomohou udělat to nejlepší rozhodnutí.