Svařovací elektrody – druhy a rozdělení
Elektrody esab poskytují všestranné svařovací řešení z hlediska výkonu, účinnosti a ceny. Lze je použít pro práci s různými druhy oceli, ale i litinou a neželeznými kovy.
Země původu elektrod esab je Švédsko. Zde sídlí centrála společnosti ESAB, která se specializuje na vývoj svařovacích materiálů. Tato značka se vyznačuje bezvadnou pověstí, inovacemi a nejnovějšími technologiemi, stejně jako vynikající kvalitou a spolehlivostí produktů. To vše umožnilo značce zaujmout vedoucí postavení ve světě.
Dnes jsou standardem kvality elektrody ESAB různých typů a typů. Podle složení jsou tyto produkty rozděleny do několika kategorií. Použití elektrod esab navíc umožňuje ruční i automatické svařování včetně navařování kovů.
Rozsah aplikace
Popis elektrod esab je zakódován v označení každého konkrétního produktu. Používají se pro svářečské práce s nerezovými, nízkouhlíkovými, žáruvzdornými a uhlíkovými druhy oceli, litiny a plechů s ochranným nátěrem a také stavebních konstrukcí používaných ve stavbě lodí/strojů/automobilů.
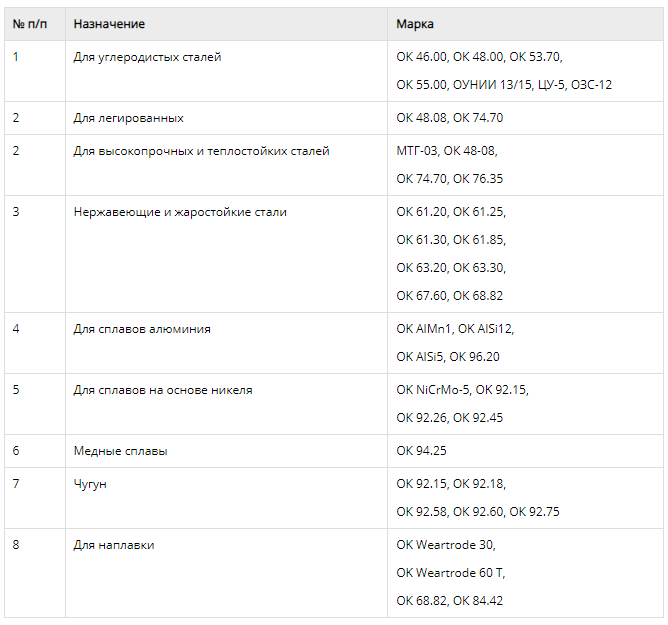
Dnes se pro svařování ocelových konstrukcí v souladu s GOST používají následující značky elektrod esab:
- OK46.00/48.00/53.70/55.00, TsU-5, OUNII13/15, OZS-12 – pro uhlíkovou ocel;
- OK48.08/74.70 – pro legovanou ocel;
- OK48.08/74.70/76.35, MTG-03 – pro žáruvzdornou a vysokopevnostní ocel;
- OK61.20/61.25/61.30/61.85/63.20/63.30/67.60/68.82 – pro žáruvzdornou a nerezovou ocel;
- OKAlMn1, OKAiSi12/5, OK 96.20 – pro hliníkové slitiny;
- OK92.15/92.26/92.45, OK NiCrMo-5 – pro slitiny niklu;
- OK94.25 – pro slitiny mědi;
- OK92.15/92.18/92.58/92.65/92.75 – pro litinu;
- OK68.82/84.42, OK Weartrode 30/60T – pro navařování kovů.
Prvky z nerezové oceli jsou svařovány pomocí rutilových elektrod OK63.30, které umožňují vytvoření stabilního svařovacího oblouku prakticky bez rozstřiku a zajišťující kvalitní kapkový přenos materiálu. Toto řešení zároveň zaručuje snadné oddělení strusky v důsledku minimálního dopadu na šev. Samotné švy jsou čisté a rovnoměrné.
Pro práci s tlustostěnnými trubkami vyrobenými z nízkolegované oceli se používají elektrody TsU-5. V tomto případě není nutné předehřívání materiálu ani následné tepelné zpracování.
V Ruské federaci jsou nejběžněji používané svařovací elektrody ESAB-SVEL, vyráběné významnou švédskou společností v domácím podniku se sídlem v Petrohradě. Tyto výrobní závody sídlí v jednom z loďařských závodů a zajišťují výrobu vysoce kvalitních elektrod v rozsahu hlavního sortimentu jakostí určených pro svařování různých druhů ocelí. Předmětné výrobky jsou nabízeny ve formě elektrod o délce 30-45 centimetrů a průřezu 2-5 milimetrů.
Typy elektrod Esab
Při nákupu moderních materiálů pro svařování se mnozí potýkají s otázkou, které produkty by měly být upřednostňovány. Výrobní společnost ESAB za svou stoletou historii vytvořila obrovské množství elektrod různých typů a typů, zaměřených na různé technologie svařování. V současné době švédský výrobce pokračuje ve zdokonalování svých produktů a snaží se dosáhnout maximální účinnosti a kvality. Volba elektrod značky Esab je proto optimálním řešením v každé situaci.
Všimněme si skutečnosti, že elektrody dané značky jsou dodávány s kovovou nebo nekovovou tyčí. V obou případech je zajištěna vynikající dodávka elektrického proudu do materiálu. Kromě toho existují elektrody pro svařování:
- nízkolegované a vysoce legované oceli;
- konstrukční nelegované oceli;
- niklové oceli a slitiny hliníku;
- rozdílné materiály a zpevněné povrchy.
Označení těchto elektrod esab naznačuje jejich účel. Nejoblíbenější jsou u nás elektrody Esab, které jsou určeny pro svařování nelegovaných ocelí spadajících do kategorií OK 46/48, TsU, MR-3, OZS a UONII, ale i řady dalších skupin.
Výběr elektrod
Hojně se používají značkové elektrody s označením OK 46.00/48.00/48.04/53.70, které se používají pro svařování uhlíkových a nízkolegovaných ocelí. Pokud jde o nerezové a tepelně odolné kovy, pak se používají analogy OK61.25/61.30/61.35/63.30.
Pro práci s konstrukčními prvky z legované oceli jsou vhodnější materiály řady OK 48.08/74.70, svařování litiny se provádí výrobky OK 92.15/92.18/92.26.
Ze všech výše uvedených elektrod zůstávají modely OK46 nejoblíbenější, protože jsou ideální pro svařování tenkých pozinkovaných plechů. Kromě toho mají tyto elektrody výhodu v minimální spotřebě tepla, což hraje důležitou roli v případě velkoobjemových svařovacích prací, jako jsou svařovací mezery značné šířky.

Kromě oblíbené řady OK má švédský výrobce Esab řadu elektrod jiných jmen. Například pro ruční svařování jsou ideální modely řady UONI-15/55 zaměřené na kovové výrobky z nízkolegované a uhlíkové oceli. Používají se tam, kde je potřeba vytvořit švy se zvýšenými parametry z hlediska rázové houževnatosti a tažnosti, včetně provozních podmínek s negativními teplotami.
Pro ruční práci se často volí elektrody MP-3. Jsou to rutilové modely, které jsou vhodné pro svařování stejnosměrným i střídavým proudem. Navíc je preferují ti, pro které je zásadně důležitá otázka, kolik esab elektrody stojí.
Ti, kteří plánují aktivity pro vytváření kořenových svarů silnostěnných trubek, by měli věnovat pozornost elektrodám kategorie TsU-5. Splňují všechny požadavky technologického procesu, prováděného bez předehřevu a následného tepelného zpracování.
Proč značka Esab?
Společnost ze Švédska, jejímž profilem je vývoj a tvorba pokročilých svařovacích zařízení, má bezvadnou pověst. Její produkty se vyznačují nejvyšší úrovní kvality a spolehlivosti, dostupnými a rozumnými cenami a také zaměřením na profesionály.
Elektrody Esab v Rusku lze zakoupit v jakékoli firemní prodejně. Vyznačují se jasně žlutou barvou obalu, logem značky a přítomností potřebných informací na vložce, kde musí být uveden průměr a účel výrobku.
Bez správně zvolené elektrody není možné dosáhnout požadované kvality svařování. Svařovací elektroda slouží jako vodič při přenosu napětí ze svařovacího stroje na svařované prvky. Je to tenká vodivá tyč bez povlaku nebo s chemickým povlakem, která určuje její vlastnosti a zlepšuje kvalitu výsledného švu.
Cílové oblasti
Pro vytvoření svařovacího oblouku je nutné použití elektrod. Kvalita použité elektrody přímo ovlivňuje získaný výsledek. Na nich závisí stupeň zahřátí kovu, stabilita oblouku, jakož i některé další technologické vlastnosti a nuance procesu. Elektroda by měla zlepšit výkon následovně:
- Udržujte stabilitu oblouku při svařování;
- Roztavte rovnoměrně;
- Vytvořte rovnoměrný, silný šev s určitým chemickým složením s minimální toxicitou;
- Minimalizujte rozptyl rozstřiků horkého kovu;
- Ochrana svarové lázně před přístupem kyslíku;
- Výsledná struska by měla být odstraněna bez potíží.
Designové prvky a kompozice
Svařovací elektrody se skládají z tyče, povlaku a hrotu (ne u všech modelů). Tyč nebo základ konstrukce je vyroben z drátu taženého za studena o průměru 0,3 až 12 mm. Jako základ se používá strniště:
- Uhlíková ocel – pro spojování nízkolegované a uhlíkové oceli;
- Legovaná ocel – pro spojování prvků ze žáruvzdorné oceli;
- Vysoce legovaná ocel, umožňující svařování nerezové oceli, chromu a chromniklových slitin.

Při svařování se tyč roztaví a naplní svarovou lázeň určitým kovem. Současně se povlak roztaví a pokryje roztavenou slitinu tenkou vrstvou chemikálie. Během tavení povlaku se vytváří oblak ochranného plynu, který brání přístupu kyslíku ke svaru.
Druhy svařovacích elektrod
Výrobci vyrábějí několik typů svařovacích elektrod určených pro různé technologie svařování:
- Pro bodové svařování. Charakteristickým rysem metody bodového svařování je zachování původního tvaru spojovaných dílů a požadovaného stupně elektrické vodivosti. K tomu se používají tenké tyčové kontakty vyrobené z měděného drátu s pracovní plochou různých tvarů: špičaté, ploché nebo kulovité;
- Pro povrchovou úpravu – se provádí za účelem zvýšení pevnosti, odolnosti proti opotřebení a také obnovení parametrů připojených výrobků. Podstatou technologie je roztavení jádra pod svařovacím obloukem. Materiál použitých elektrod musí odpovídat materiálu spojovaných dílů;
- Tání – spojovat konstrukční díly svarem, který je vytvořen z roztaveného jádra;
- Netavící se – materiál tyče působí jako výplňový drát.
Pro práci s každým typem kovu potřebujete jinou elektrodu. Spojení nízkolegované oceli tedy vyžaduje tyč s nízkou tepelnou odolností a odolností proti roztržení. Svařování dílů z nerezové oceli vyžaduje dodržování technologie konstantního nebo střídavého proudu. Před zahájením stejnosměrného svařování musí být použité tyče kalcinovány. Litina se stejně jako nerezová ocel obtížně svařuje. Pro svařování litinových výrobků se používají příslušné elektrody.
Označení elektrod
Podle rozsahu použití se rozlišují následující typy značení elektrod:
- „U“ – pro díly z uhlíkové nebo nízkouhlíkové oceli s pevností v tahu minimálně 600 MPa;
- „L“ – pro obrobky z legované oceli s podobnou odolností;
- „T“ – pro žáruvzdornou legovanou ocel;
- „B“ – pro spojování vysoce legovaných prvků;
- „N“ – pro povrchovou úpravu.
Tyče jsou označeny podle tloušťky povlaku takto:
- „M“ – tenký povlak;
- „C“ – průměrná tloušťka;
- “D” – tlusté;
- „G“ je obzvláště tlusté.

Podle prostorového umístění ložiska a polohy spoje dílů jsou elektrody označeny čísly:
- 1 – svařování je povoleno v jakékoli poloze;
- 2 – svar lze provést v jakékoli poloze kromě „shora dolů“;
- 3 – práce je povolena v jakékoli horizontální, vertikální, spodní poloze;
- 4 – svařování je povoleno ve spodní poloze.
Typy povlaků elektrod
Povlak je homogenizovaná hmota různého složení nanesená na tyč elektrody. Povlak zajišťuje nepřerušované spalování a dodává svaru požadované vlastnosti. Existují povlaky:
- kyselé (A) – pro spojování dílů z nízkouhlíkové oceli, jakož i dílů se rzí. Obsahuje oxidy manganu, křemíku a železa. Je toxický, výsledný šev má vysokou tekutost;
- Základní (B) – pro obloukové svařování silných dílů vyrobených z legované oceli s vysokým obsahem uhlíku, pracujících pod značným zatížením. Vytvořené švy jsou hladké, neobsahují nečistoty, jsou plastické a odolné proti praskání. Skládají se z uhličitanů a fluoridových sloučenin;
- rutil (R) – pro svařování stavebních konstrukcí z nízkolegované oceli. Výsledný šev je vysoce kvalitní a struska se snadno odděluje. Chemická čistota je nízká, šev je tekutý. Skládají se z rutilu, uhličitanu vápenatého a hořčíku;
- celulóza (C) – poskytovat vysoce kvalitní svařování na střídavý proud. Skládají se z celulózy, organických pryskyřic a slitin železa. Tažnost svaru je snížena v důsledku vysoké koncentrace vodíku.

Pro komplexní svařování se vyrábí směsné povlaky: RC, RB, AR a další.
Jak vybrat elektrody
Při výběru komponentů pro zajištění vysoce kvalitního svaru musíte vzít v úvahu:
- Korespondence tyče s materiálem dílů, které mají být svařeny;
- Datum výroby a trvanlivost. Elektrody podle GOST nemají datum expirace, ale podléhají podmínkám skladování. Proto je lepší volit produkty, které se šest měsíců nevyráběly;
- Tloušťka povlaku by měla být jednotná;
- Obal nesmí obsahovat žádné stopy vlhkosti.
Porušení skladovacích podmínek může vést k odlupování povlaku a snížení kvality výsledného švu. Kalcinace částečně pomůže snížit vlhkost, ale nelze ji provést více než třikrát.