Ultrazvukové defektoskopy Sonatest

Objem aplikace ultrazvukového zkoušení jak v mnoha průmyslových odvětvích u nás (energetika, železniční doprava, stavba lodí, chemické strojírenství) tak v posledních letech dosahuje 70-80 % ve srovnání s ostatními metodami NDT. To se vysvětluje vyšší citlivostí (ve smyslu otevření o 5 řádů) a lepší detekovatelností trhlin podobných defektům, vyšší účinností (15-20krát) a produktivitou (2-4krát), nižšími náklady (2-6krát ) a bezpečnost provozu ve srovnání s tradičními metodami radiografické kontroly.
Ultrazvuková detekce defektů jako nezávislá vědní oblast vznikla v SSSR. Za datum zrodu metod akustické kontroly se považuje 2. únor 1928. V tento den obdržel Výbor pro vynálezy žádost od učitele LETI S.Ya Sokolova na metodu a zařízení pro testování materiálů. Od poloviny 1950. let XNUMX. století se tato progresivní metoda materiálů NDT aktivně používá k hodnocení kvality výrobků.
Ultrazvukové měření tloušťky
Princip ultrazvukového tloušťkoměru je založen na měření doby průchodu ultrazvukového impulsu ve výrobku a vynásobení naměřeného času koeficientem, který zohledňuje rychlost zvuku v materiálu výrobku.
Podívejme se na tento proces ve fázích:
1. Zařízení generuje ultrazvukový impuls.
2. Ultrazvukový impuls vysílaný snímačem je přenášen na povrch testovaného předmětu.
3. Impulz proniká objektem ovládání.
4. Pulz putuje na protější plochu a odráží se od ní.
5. Poté se impuls vrátí zpět do převodníku přes materiál testovaného objektu.
6. Ultrazvukový impuls je přenášen z povrchu testovaného předmětu do snímače.
7. Přijatý odražený impuls je měřen přístrojem.
Pro získání spolehlivých výsledků při zvažování prezentovaných fází je nutné následující:
1. Vytvoření ultrazvukového pulzu. Piezoelektrický prvek buzený velmi krátkým (2. Injekce ultrazvukového impulsu do kovu testovaného předmětu. Kovový povrch musí být dostatečně hladký a čistý. Na povrchu by neměly být žádné překážky, které brání průchodu ultrazvukové vlny, jako jsou uvolněné korozní produkty a oloupaný lak, které je nutné odstranit. Přítomnost vzduchové mezery mezi vyzařovacím povrchem sondy a povrchem testovaného předmětu není povolena. Ultrazvuk se vzduchem špatně šíří, proto se k zajištění dobrého akustického kontaktu používá spojovací kapalina, jako je minerální olej, voda nebo gel.
3. Ultrazvukový impuls se šíří strukturou testovaného objektu. Většina kovů je dobrými vodiči zvuku. Při ultrazvukovém testování vysoce kvalitních válcovaných kovových a ocelových výkovků s jemnozrnnou strukturou se ultrazvuk šíří na vzdálenost několika metrů. Ovládání některých materiálů však není tak jednoduchý úkol. Litina má hrubozrnnou strukturu, která nevede příliš dobře ultrazvuk. Heterogenní materiály, jako jsou plasty vyztužené skleněnými vlákny, mohou představovat výzvy pro ultrazvukové testování. Některé porézní materiály neodrážejí ultrazvuk, zatímco jiné se mohou odrážet opakovaně do struktury materiálu, což poskytuje falešné údaje o tloušťce. Pro měření tloušťky složitých materiálů by měly být použity nízkofrekvenční snímače i přes jejich nízkou citlivost. Velký význam má také stálost rychlosti šíření ultrazvukového pulsu v materiálu. Pokud se tato rychlost mění, přesnost měření vzdálenosti se odpovídajícím způsobem sníží.
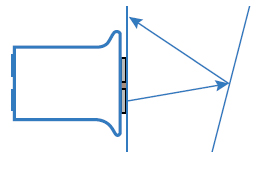
4. Ultrazvukový puls se odráží od vzdálené stěny objektu. Ploché paralelní povrchy poskytují dobrý odraz ultrazvuku. Neparalelní povrchy mohou odrážet ultrazvuk od pracovního povrchu sondy (viz obrázek). Drsné povrchy rozptylují ultrazvuk a jen část se vrací zpět do sondy, což má za následek oslabený signál.
5. Příjem odraženého ultrazvukového signálu a jeho měření. Pro příjem ultrazvuku se používá jiný (a někdy stejný) piezoelektrický krystal, který se přemění na elektrický impuls a poté měří čas. Pokud je dostatečně silný odražený signál, je hlavním problémem rušení od přenášeného impulsu. To obvykle vede ke zpoždění po odeslání impulsu sondy. Aby se toto omezení obešlo, je přijímaný signál zpožděn s ohledem na tloušťku plastového zpožďovacího vedení.
Další faktory ovlivňující výsledky ultrazvukového tloušťkoměru
Teplota. Čím vyšší je teplota, tím nižší je rychlost šíření ultrazvuku v materiálu. Protože se rychlost ultrazvuku mění s teplotou, je důležité kalibrovat tloušťkoměr na stejnou teplotu, jako je teplota měřeného materiálu.
Vysoké teploty mohou způsobit poškození sondy a způsobit problémy při použití různých spojovacích kapalin. Typické sondy jsou v zásadě schopny pracovat při teplotách kolem 80 °C. Při měření nad touto teplotou je nutné použít speciální sondy vybavené zpožďovacím vedením z tepelně odolných materiálů. V závislosti na teplotě je nutné periodické chlazení sondy.
Standardní ultrazvukový spojovací gel na vodní bázi rychle vyschne při vysokých teplotách a stane se nepoužitelným při stejné teplotě jako typické sondy. Pro měření vysokých teplot je k dispozici řada spojovacích kapalin.
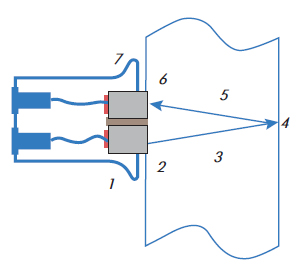
Korekce pro V-pattern paprsků samostatné/kombinované sondy
Měření tloušťky na zakřivených plochách. Při měření tloušťky na strmě zakřivených plochách (např. na válcovaných trubkách) samostatným kombinovaným snímačem by měla být jeho pracovní plocha umístěna tak, aby akustická clona byla příčná k podélné ose trubky.

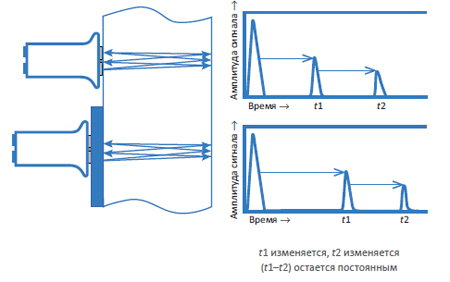
Měření tloušťky pomocí povlaků v režimu echo-echo. Při měření tloušťky výrobků s povrchovou úpravou je třeba dávat pozor při vyhodnocování získaných údajů. Volné nebo nerovné povlaky mohou výrazně zeslabit ultrazvukový signál a obvykle je bude nutné odstranit. Dokonce i povlaky s dobrou přilnavostí, které neinterferují s šířením ultrazvuku, vytvářejí další zpoždění. Typicky je rychlost šíření ultrazvuku ve vrstvě barvy od třetiny do poloviny rychlosti v oceli. Typická vrstva barvy o tloušťce 200 mikronů poskytne odečtenou tloušťku zvýšenou o 0,5 mm. Pokud požadovaná úroveň přesnosti není příliš vysoká a tloušťka vrstvy barvy je rovnoměrná, můžete jednoduše odečíst příslušnou korekci, ale toto řešení je zřídka uspokojivé.
Nejlepším přístupem k vyřešení tohoto problému je měření polohy prvního a druhého echa. Protože ultrazvuk jednou projde vrstvou barvy a odráží se uvnitř ocelového výrobku, budou mít oba echo signály stejné zpoždění, tzn. Měřením časového rozdílu mezi dvěma echo signály lze získat přesnou hodnotu tloušťky kovu, která není ovlivněna změnami tloušťky vrstvy barvy (viz obrázek). Nutno však podotknout, že v případě silně zkorodované zadní stěny není možné změřit signál druhého echa pro jeho výrazný útlum.
Typy sond používaných pro tloušťkoměr
Je třeba poznamenat, že sondy pro všeobecné použití používané k posouzení stupně poškození korozí jsou samostatné a kombinované. Tloušťkoměry používané pro přesné měření tloušťky se používají s přímými kombinovanými sondami, obvykle vybavenými zpožďovacím vedením. Většina specializovaných tloušťkoměrů pracuje s kombinovanými i oddělenými kombinovanými sondami, ale pouze několik modelů je navrženo pro práci s oběma typy sond.
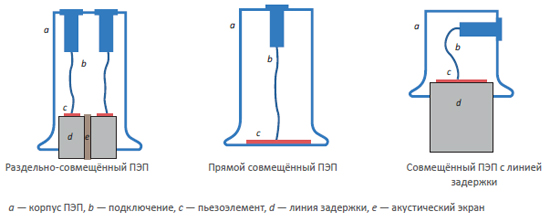
Samostatně kombinované sondy
- Možnost práce s jednoduchou elementovou základnou zařízení. Funkce vysílání a příjmu signálu jsou odděleny, lze použít jednoduché zesilovače bez přetížení generátoru impulzů. Řízená změna regulačních parametrů v souladu se vzdáleností, celkem jednoduché automatické řízení zisku (AGC).
- Dobře se hodí pro kontrolu výrobků s drsným povrchem, stejně jako pro hledání důlkové koroze, pórovitosti a malých defektů.
- Je nutné provést korekci V-vzorce paprsků. Oddělení prvků výrazně snižuje citlivost při kontrole tenkostěnných materiálů. Prakticky měřitelná minimální tloušťka je cca 1 mm.
Kombinované sondy se zpožďovacím vedením
- Přímá dráha ultrazvukového paprsku – není nutná korekce V-paprsku. Vhodné pro zkoušení tenkostěnných materiálů (do tloušťky cca 0,2 mm).
- Vnitřní odraz signálu omezuje maximální užitečnou měřitelnou tloušťku materiálu na dobu rovnající se délce zpožďovací linky, která je obvykle 25 mm.
- Standardně se dodávají s výměnnými hranoly, mohou být vybaveny broušenými hranoly pro sledování zakřivených ploch.
Kombinované sondy
- Přímá dráha ultrazvukového paprsku.
- Nízká citlivost na blízko povrchu kvůli zpoždění po snímacím impulsu. Lze použít pro kontrolu výrobků s minimální tloušťkou stěny cca 3 mm.
- Absence zpoždění v odraženém signálu umožňuje použití sondy v širokém frekvenčním rozsahu.
- Síla ultrazvukového pulsu je výrazně utlumena při sledování z velké vzdálenosti, což často vyžaduje manuální nastavení zisku a hradlování.
- Standardně se vyrábí s tvrdou pracovní plochou, která je odolná proti opotřebení.
- Obvykle se používá s jednoprvkovými tloušťkoměry ke kontrole silnostěnných materiálů.
Ultrazvuková detekce defektů
Detektor defektů je určen k vyhledávání, určování souřadnic a odhadování velikosti různých diskontinuit a homogenity materiálu ve výrobcích z kovů a kompozitů. Detektor defektů poskytuje implementaci standardních i specializovaných metod pro ultrazvukové zkoušení svarů, umožňuje provádět ultrazvukové tloušťkoměry a defektoskopii široké třídy výrobků a vyhledávat místa koroze, trhlin, vnitřních delaminací a dalších typů defektů. .
Typickými oblastmi použití zařízení jsou NDT svarů potrubí, kotlů, kovových konstrukcí při výrobě, montáži a provozní kontrole v ropných a plynárenských podnicích, v energetice, dopravě, stavbě lodí, leteckém průmyslu atd.
Implementované kontrolní metody
Detektor defektů podporuje následující metody ultrazvukového testování:
- Metoda pulzního echa
- Stínová metoda
- Kontaktní nebo ponorné metody
- Ovládání úhlového převodníku (příčná vlna)
- Ovládání úhlového převodníku (povrchová vlna)
- Metody TOFD založené na difrakci ultrazvukových vln na trhlině
- Měření souřadnic defektu
- Tloušťkoměr s kombinovaným převodníkem
- Tloušťkoměr se samostatným kombinovaným převodníkem
- Měření rychlosti ultrazvuku v materiálu
- Měření doby šíření v mikrosekundách
- Metody založené na změně fáze rádiového signálu
- Ovládání tandemovou metodou
Pro přesnou detekci vad musí být splněny tři podmínky:
- Výběr vhodného převodníku.
- Dobrý referenční vzorek vyrobený ze stejného materiálu jako testovaný objekt s umělými defekty různé orientace, simulující skutečné defekty při dané citlivosti.
- Správné nastavení provozních parametrů defektoskopu.
Převodníky používané pro detekci vad jsou typicky úzkopásmové, aby poskytovaly nejlepší citlivost na diskontinuity. V některých případech se používají širokopásmové převodníky k optimalizaci rozlišení blízkého nebo vzdáleného povrchu objektu a v důsledku toho ke schopnosti rozlišit, ze které oblasti je echo signál přijímán. Frekvence se volí tak, aby vlnová délka v materiálu byla optimální pro detekci vad požadované velikosti a orientace. K detekci vad svarů se v zásadě používají přímé kombinované i šikmé snímače. Existují také speciální odděleně kombinované měniče a měniče povrchových vln.
Další důležitou podmínkou pro přesnou detekci vad je standardní vzorek. Tento vzorek je vyroben z OK materiálu a musí mít stejnou rychlost a útlum ultrazvukových vln. Povrch standardního vzorku musí imitovat povrch testovaného předmětu, aby byly charakteristiky útlumu a citlivosti podobné. Standardní vzorek musí mít řadu umělých defektů, které jsou co do velikosti a orientace ekvivalentní těm, které by měly být identifikovány během procesu kontroly. Mohou to být otvory s plochým dnem vrtané kolmo nebo rovnoběžně s povrchem, zářezy, zářezy. Musí také existovat umělé defekty umístěné na blízkém a vzdáleném povrchu vzorku, aby se určilo rozlišení kombinace parametrů snímače a detektoru vad.
Pro kvalitní defektoskopii je nutné doladit provozní parametry (kalibraci) defektoskopu. Parametry generátoru, zesilovače a stroboskopu je nutné nakonfigurovat tak, aby byla zajištěna požadovaná citlivost a rozlišení.
Kontrola svaru

Zařízení zjišťuje souřadnice vad ve svarových spojích pomocí šikmých snímačů. Detektor vad se používá k výpočtu vzdálenosti k defektu podél povrchu a hloubky defektu na základě naměřené vzdálenosti podél paprsku. Přesnosti měření je dosaženo přesným nastavením úhlu vstupu ultrazvuku do materiálu. V případě testování odraženým paprskem je navíc nutné zadat celkovou tloušťku testovaného objektu. Měření se provádí podle níže uvedeného schématu.
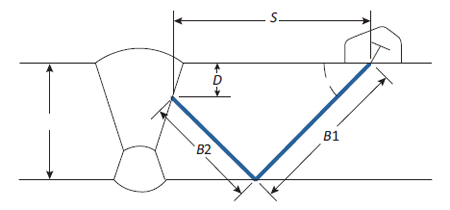
Naměřené hodnoty se zobrazují ve spodní části obrazovky:
Vzdálenost podél paprsku B od vstupního bodu snímače k defektu je rovna součtu B1 a B2 při testování odraženým paprskem. Vzdálenost S od bodu vyzařování snímače k průmětu defektu na povrch zkoušeného předmětu. Při zadávání vzdálenosti od přední strany snímače k bodu záření (provádí se v menu SENSOR (SONDA)) se na displeji zobrazí zkrácená vzdálenost od přední strany sondy k promítání defektu na povrch jako vzdálenost S. Hloubka D defektu.
Příklad zobrazení informací na displeji.

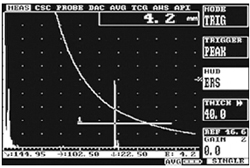
Informace o velikosti vad je zobrazena na pravé straně řádku v %, dB, případně hodnota ekvivalentního průměru reflektoru. Ve výše uvedeném příkladu je amplituda ozvěny vyjádřena jako procento výšky celé obrazovky a je 85 %. Při spuštění funkce DAC může operátor zvolit zobrazení dB, % výšky celé obrazovky nebo úroveň křivky DAC. Při použití metody DGS/AVG se hodnoty ekvivalentního průměru reflektoru zobrazují na pravé straně.
V tomto příkladu je ekvivalentní průměr defektu 4,2 mm.
Je důležité si uvědomit, že vady ve svarových spojích mohou být bodové nebo rozšířené. Dobrých výsledků inspekce lze tedy dosáhnout, pokud je přístroj pečlivě seřízen a operátor pečlivě sleduje vrchol echa na displeji.
Měření tloušťky
Pro správné měření tloušťky musí být splněny tři podmínky:
a) Správná volba převodníků.
b) Standardní vzorek vyrobený z materiálu zkoušeného předmětu.
c) Jemné doladění defektoskopu.
Pro měření tloušťky se používají tři typy přímých snímačů vyzařujících podélnou vlnu. Kontaktní kombinované snímače se používají pro měření, když očekávaná tloušťka testovaného předmětu přesahuje 2,5 mm. Sondy zpožděné čáry se používají k měření tloušťky tenkých předmětů o tloušťce 0,5 mm nebo více a povrchy musí být čisté a rovnoběžné.
Samostatně kombinované snímače lze použít k měření tloušťky poměrně tenkých předmětů (od 1 mm), zatímco povrchy testovaného předmětu mohou být drsné a nemusí být nutně rovnoběžné. Duplexní snímače jsou široce používány pro měření tloušťky zkorodovaných předmětů. Vysílací a přijímací prvky odděleně kombinovaných snímačů jsou však vůči sobě umístěny v mírném úhlu, což způsobuje mírnou nelinearitu měření. Proto je třeba je kalibrovat a používat v omezeném rozsahu měření.
Bez ohledu na typ použitého snímače je důležité, aby byl navržen speciálně pro tloušťkoměr. To znamená, že musí být širokopásmové nebo silně tlumené, jinými slovy, musí mít krátkou náběžnou hranu. Jinak mohou změny amplitudy signálů způsobit chyby půlvlny.
Dalším požadavkem pro přesné měření tloušťky je kalibrace nebo dostupnost standardního vzorku. Tento vzorek je vyroben z materiálu testovaného objektu. Jinými slovy, musí mít stejnou rychlost a charakteristiky rozpadu jako testovaný objekt. Standardní vzorek musí mít alespoň dva rovnoběžné povrchy umístěné ve vzdálenostech odpovídajících minimální a maximální tloušťce zkoušeného předmětu. Je žádoucí, aby vzorek měl v kontrolním rozsahu čtyři řezy s různými tloušťkami.
Detektor vad je možné nastavit v jednom bodě pomocí standardního vzorku pouze s jednou známou hodnotou tloušťky. Toto je méně žádoucí technika, protože neumožňuje různá nastavení. Při ladění pomocí této techniky se nejprve určí nula snímače na vzorku jiného materiálu, který má tři nebo čtyři sekce známé tloušťky, a poté se upraví hodnota rychlosti nastavená v defektoskopu při měření známé tloušťky kontrolního vzorku. . Tím je nastavena přesná rychlost ultrazvuku.
Nakonec musí být přístroj nakonfigurován tak, aby prováděl přesná měření tloušťky. K tomu je potřeba nastavit parametry generátoru a zesilovače tak, aby echo impulsy měly ostrou náběžnou hranu.
Kontrola kvality výroby a konstrukce musí být prováděna v každé fázi. Někdy je nutné zkontrolovat provoz objektu během provozu. Zařízení, které pomáhá provádět tento typ vyšetření nedestruktivní metodou, se nazývá defektoskop. Existuje obrovské množství typů defektoskopů. Liší se principem činnosti a účelem. Naučte se nejoblíbenější metody detekce chyb a užitečná doporučení pro výběr zařízení, abyste při výběru neudělali chybu a rychle zvládli práci.
Co je to defektoskop a k čemu slouží?
V závislosti na účelu defektoskopie a oblasti jeho použití se zásadně mění způsob detekce poškození a defektů, na kterém je provoz konkrétního defektoskopu založen.
 |  |  |  |
| UD2-140 | UDZ-204 | Peleng-415 | DIO 1000 LF |
Proč je nutná detekce chyb?
Defektoskopie je soubor opatření zaměřených na zjištění všech možných odchylek od návrhu a norem při výrobě nebo provozu předmětu. Detekce chyb pomáhá odhalit poruchu dlouho předtím, než o sobě dá vědět. Tímto způsobem je možné předcházet poruchám mechanismů, destrukci konstrukcí a pracovním úrazům. Detektor vad je zařízení určené ke kontrole a zjišťování vad na povrchu nebo v těle všech druhů výrobků. Vady mohou být velmi různorodé. Některá zařízení jsou potřebná k odhalení stop koroze, jiná k hledání dutin, ztenčení, velikostních nesrovnalostí a jiných fyzikálních a mechanických vad a další dokážou identifikovat vady na molekulární úrovni – najít změny ve stavbě těla, jeho chemickém složení.
V jakých průmyslových odvětvích se používá detekce chyb?
Detektor defektů patří do třídy zařízení pod obecným názvem „nedestruktivní testovací zařízení“. Během výrobního procesu jsou produkty často podrobeny nejrůznějším kontrolám. Některé díly jsou testovány v laboratořích, kde se zjišťuje jejich bezpečnostní rezerva a schopnost odolávat všem druhům zatížení a nárazů. Nevýhodou této metody je, že se provádí selektivně a nezaručuje 100% kvalitu všech produktů. Nedestruktivní testování, které zahrnuje testování detekce vad, umožňuje posoudit stav konkrétního výrobku nebo konstrukčního prvku na místě a bez testování. Nástroj je nepostradatelný v následujících odvětvích: stavebnictví; strojírenství; výroba válcovaných kovových výrobků; energie; výzkumné práce; chemie; hornictví. Detektor defektů se používá ke kontrole kvality spojení (to je důležité zejména pro svařování vysokotlakých potrubí), stavu konstrukce ve výstavbě (kov, železobeton), stupně opotřebení mechanismu a přítomnosti poškození součásti. Téměř ve všech odvětvích průmyslu, kde je důležité kontrolovat stav a shodu pevných prvků s normami, se používají různé defektoskopy. Klasifikace defektoskopů zkušební metodou. V závislosti na metodě testování se rozlišují následující typy defektoskopů: akustické; vířivý proud; elektrolytické; jiskra; magnetický prášek; Rentgenové přístroje; kapilární; impedance a další. Ovládací panel ultrazvukového defektoskopu Je těžké je srovnávat, jsou natolik odlišné strukturou, ovládáním a dokonce i vzhledem, že jediné, co mají společné, je jejich účel. Není možné vyzdvihnout žádné ze zařízení a s jistotou říci, že je nejlepší, univerzální a nahradí všechny ostatní. Při výběru je proto důležité nedělat unáhlená rozhodnutí a nekupovat první model, na který narazíte.
Princip činnosti každého typu defektoskopu
Nejoblíbenější defektoskopy, které lze použít pro nedestruktivní vyšetření, jsou: ultrazvukové (akustické), magnetické a vířivé proudy. Jsou kompaktní, mobilní a snadno se ovládají a rozumí. Jiné se nepoužívají tak široce, ale každý z nich pevně zaujímá své místo mezi ostatními prostředky detekce chyb.
Akustika – práce ultrazvuku
Akustický defektoskop je koncept, který spojuje nedestruktivní testovací zařízení, která jsou si v obecném principu podobná. Detekce akustických vad je založena na vlastnostech zvukových vln. Ze školního kurzu fyziky je známo, že hlavní parametry vlny se při pohybu v homogenním prostředí nemění. Pokud se však v dráze vlny objeví nové médium, změní se její frekvence a délka. Čím vyšší je frekvence zvuku, tím přesnější je výsledek, proto se používají ultrazvukové vlny z celého rozsahu. Ultrazvukový defektoskop vysílá zvukové vlny, které procházejí testovaným předmětem. Pokud se vyskytují dutiny, vměstky jiných materiálů nebo jiné vady, ultrazvuková vlna je změnou parametrů definitivně upozorní. Nejběžnější a cenově dostupné jsou ultrazvukové defektoskopy pracující na principu echo metody. Ultrazvuková vlna proniká objektem, pokud nejsou detekovány žádné vady, nedochází k žádnému odrazu, a proto zařízení nic nedetekuje ani neregistruje. Pokud dojde k odrazu ultrazvuku, znamená to přítomnost defektu. Ultrazvukový generátor je také přijímačem, což je velmi pohodlné a usnadňuje detekci vad.
 |  |  |  |
| USD-60 N | UD2V-P46 | -46 USD | -60 USD |
Zrcadlová metoda je podobná echo, ale využívá dvě zařízení – přijímač a vysílač. Výhodou této metody je, že obě zařízení jsou umístěna na stejné straně objektu, což zjednodušuje proces instalace, seřizování a měření. Samostatně existují metody pro analýzu ultrazvuku, který prošel objektem. Používá se koncept „zvukového stínu“. Pokud je uvnitř předmětu vada, způsobuje prudké tlumení vibrací, to znamená, že vytváří stín. Na tomto principu je založena stínová metoda ultrazvukové detekce defektů, kdy generátor a přijímač vibrací jsou umístěny na stejné akustické ose na různých stranách. Nevýhody takového zařízení spočívají v tom, že jsou kladeny přísné požadavky na velikost, konfiguraci a dokonce i stupeň drsnosti povrchu zkoušeného prvku, což činí zařízení ne zcela univerzálním.
Vířivé proudy – magnetická pole a vířivé proudy
Francouzský fyzik Jean Foucault se dlouhá léta věnoval studiu vířivých proudů (Foucaultových proudů), které vznikají ve vodičích, když se v jejich těsné blízkosti vytvoří střídavé magnetické pole. Na základě skutečnosti, že když je v těle defekt, tyto stejné vířivé proudy vytvářejí své vlastní sekundární magnetické pole, zařízení s vířivými proudy provádějí detekci chyb. Vířivý proudový defektoskop vytváří počáteční střídavé magnetické pole, ale sekundární pole, které umožňuje identifikovat a analyzovat vadu na předmětu, vzniká v důsledku elektromagnetické indukce. Detektor defektoskopu detekuje sekundární pole, zaznamená jeho parametry a vyvodí závěr o typu a kvalitě defektu. Výkon tohoto zařízení je vysoký, test se provádí poměrně rychle. Vířivé proudy se však mohou vyskytovat pouze v materiálech, které jsou vodiči, takže rozsah použití takového zařízení je výrazně užší než jeho analogy.
Magnetická částice – vizuální obrázek
Další běžnou metodou detekce vad je magnetická kontrola částic. Slouží k hodnocení svarových spojů, kvality ochranné vrstvy, spolehlivosti potrubí a podobně. Tato metoda je zvláště ceněna pro kontrolu tvarově složitých prvků a oblastí, které jsou obtížně přístupné jinými zařízeními. Princip činnosti magnetického defektoskopu je založen na fyzikálních vlastnostech feromagnetických materiálů. Mají schopnost se zmagnetizovat. Pomocí permanentních magnetů nebo speciálních zařízení, která dokážou vytvořit podélné nebo kruhové magnetické pole. Poté, co je oblast předmětu vystavena magnetu, je na ni suchou nebo mokrou metodou aplikováno takzvané činidlo – magnetický prášek. Vlivem magnetického pole, které vzniká v důsledku magnetizace, se prášek spojuje do řetězců, stává se strukturovaným a vytváří na povrchu jasný vzor v podobě zakřivených čar. Znáte-li jeho vlastnosti a základní parametry, můžete pomocí magnetického defektoskopu určit, kde se vada nachází. Zpravidla je pozorována výrazná akumulace prášku přímo nad defektem (prasklina nebo dutina). Pro určení charakteristiky vady je výsledný snímek porovnán se standardem.
Další typy a princip jejich činnosti
Metody detekce chyb se každým rokem zlepšují. Objevují se nové metody, jiné postupně zastarávají. Mnoho defektoskopů má spíše úzký specializovaný účel a používá se pouze v určitých průmyslových odvětvích. Princip činnosti ferosondového defektoskopu je založen na vyhodnocování impulsů, které vznikají, když se zařízení pohybuje po předmětu. Používá se v hutnictví, při výrobě válcovaných kovových výrobků a diagnostice svarových spojů. Detektor radiačních vad ozařuje předmět rentgenovým zářením, zářením alfa, beta, gama nebo neutrony. Výsledkem je získání detailního obrazu prvku se všemi přítomnými vadami a nehomogenitami. Metoda je drahá, ale velmi informativní. Detektor kapilárních vad detekuje povrchové trhliny a nespojitosti vystavením předmětu speciální vyvolávací látce. Výsledek se hodnotí vizuálně. Detekce kapilárních vad se používá především ve strojírenství, letectví a stavbě lodí. V energetice se elektronově optický defektoskop používá k analýze provozu a identifikaci nedokonalostí prvků pod vysokým napětím. Je schopen detekovat sebemenší změny v korónových a povrchových parciálních výbojích, což umožňuje vyhodnocovat provoz zařízení bez jeho zastavení – na dálku.